
速度を継続的に低下させ、出力を増加させる必要がある場合、レーザーの低出力を示している可能性があります。この文書は、17000 Maker、Edge、またはProマシンにおける低出力レーザーチューブの特定に役立ちます。
チェックリスト
- 光学
- アライメント
- 焦点
参照彫刻
-
以下のサンプルファイルをダウンロードしてください。
-
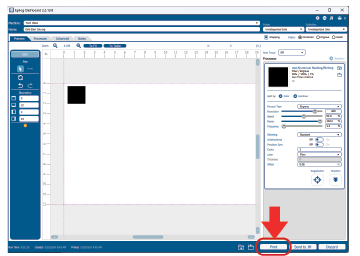
ファイルを開き、Epilogダッシュボードに送信してください。
-
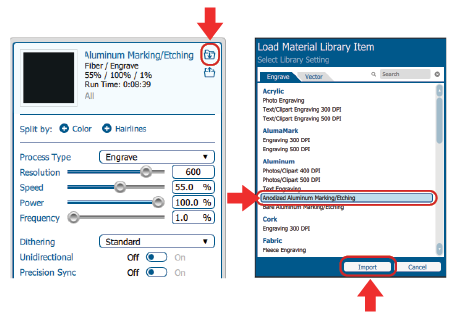
材料ライブラリから陽極酸化アルミニウムの設定をインポートする。
-
ファイルをレーザーに送信してください。
-
機械の左上隅に、厚さ0.025インチの陽極酸化アルミニウム板をセットしてください。
-
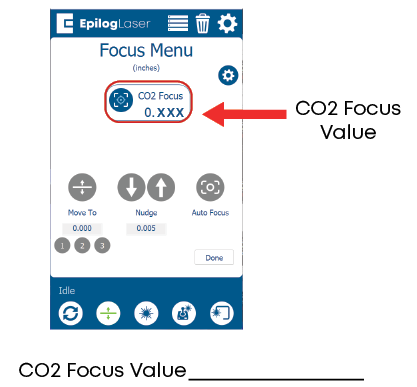
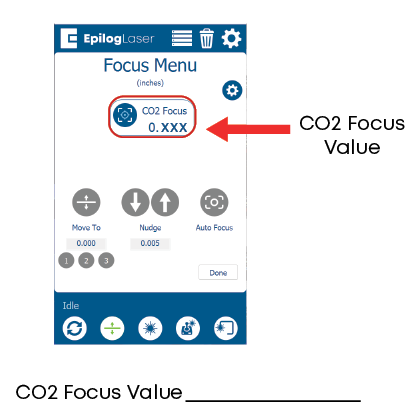
手動フォーカスゲージでテーブルの高さを設定し、レーザーディスプレイに表示されているCO2 値を記録してください。
-
すべてのドアとパネルを閉めてください。
-
ジョブを実行し、この手順全体を通じて参照用に彫刻を保存してください。
-
進捗状況を追跡しやすくするため、彫刻にラベルを付けてください。
注記: CO2 値が0.04インチを超える場合、または0.01インチを下回る場合は、本ドキュメントの「フォーカス確認」セクションに進んでください。
キャリッジ光学系の点検
これらの手順の詳細な説明は、以下のリンクでご覧いただけます。
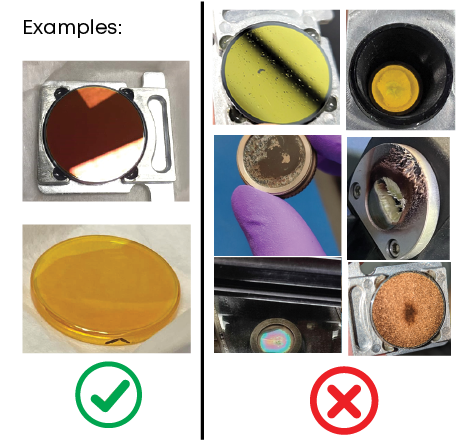
注記: 光学系は清潔で異物がない状態であること。変色または損傷した光学系は交換すること。
-
レンズアセンブリを取り外す。レンズの両面を清掃し、損傷の有無を確認する。
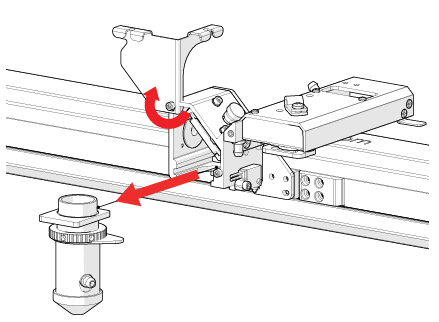
-
キャリッジミラーを取り外す。清掃し、損傷の有無を確認する。
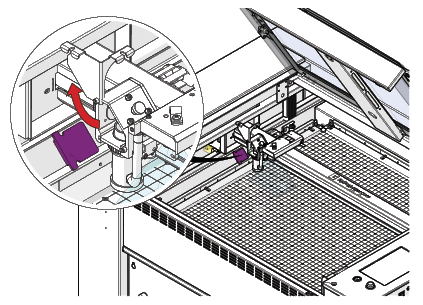
-
ミラーとレンズを再取り付けしてください。
-
参照彫刻ジョブを再度実行してください。陽極酸化アルミニウムの未使用領域を新たに選択し、2回目の彫刻を行ってください。
-
この部分の彫刻を最初の彫刻と比較してください。
改善:
- 低出力の問題は解決されました。
- 以下の光学機器の清掃手順に従ってください。
- 光学系の完全な清掃後、テスト彫刻を再度実施してください。
改善なし:
- 次のセクションに進んでください。
位置合わせの確認
-
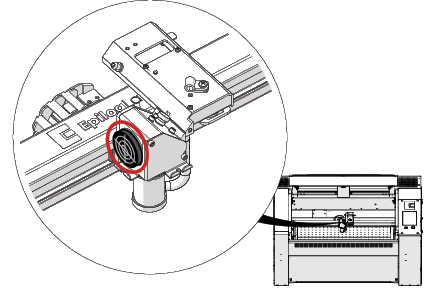
アライメントターゲットをキャリッジヘッドに取り付ける。
-
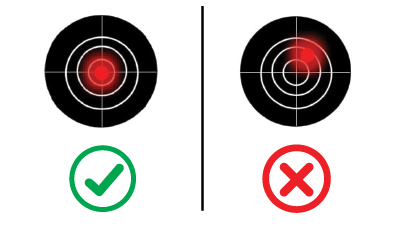
キャリッジを左上に移動(原点位置)。赤点ポインタを点灯。赤点がターゲットの中心リング内にあることを確認。
-
キャリッジを右下に移動させる。赤い点がターゲットの中心リング内にあることを確認する。
-
位置合わせターゲットの上にマスキングテープを貼ってください。
-
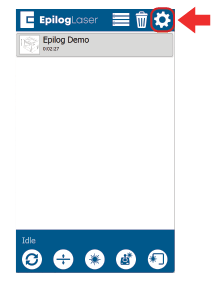
画面右上の歯車アイコンをクリックしてください。
-
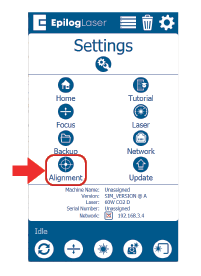
配置を選択してください。
-
すべてのドアとパネルが閉じていることを確認してください。連動ドアが閉じられていない場合、レーザーは作動しません。
注記: ステップ8では、キャリッジは右下隅に配置する必要があります。
警告: 対象物を焼き尽くさないよう注意してください。対象物を頻繁に確認してください。作業終了後は対象物を取り外してください。
-
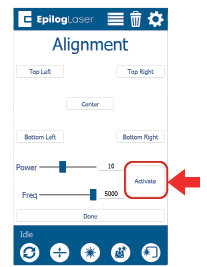
アクティベートボタンをタップし、テープに焼印が現れるのを確認して焼印を取得する。
注: 赤い点と焼け跡が一致しない場合は 、こちらのリンクから完全な位置合わせ手順を参照してください。
改善:
- 位置合わせを調整した場合は、テスト彫刻を実行してください。
- 彫刻を比較する。
- 低出力の問題は解決されました。
改善なし:
- 次のセクションに進んでください。
フォーカスを確認
このセクションの目的は、焦点距離が適切に設定されていることを確認することです。これはジョブを実行し、最も明るいマークを見つけるためにテーブルを調整することで行います。シングルソース機とデュアルソース機ではそれぞれ特定のステップがあります。
-
陽極酸化アルミニウムの設定で、リファレンス彫刻ファイルを機械に送信してください。
-
陽極酸化処理されたアルミニウム片を機械に装填する。
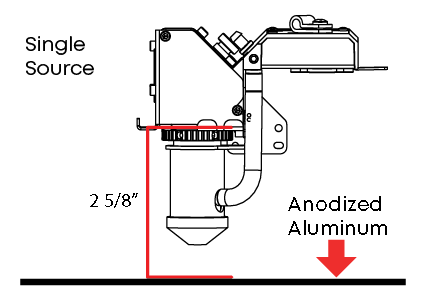
単一ソースマシン(CO2 )の場合:
-
材料が焦点ゲージブラケットから2 5/8インチ(66mm)の位置になるまでテーブルを調整してください。
-
すべてのドアとパネルを閉めてください。
-
ジョブを実行する。
-
作業実行中にテーブルを上下させ、最も明るい印を探してください。
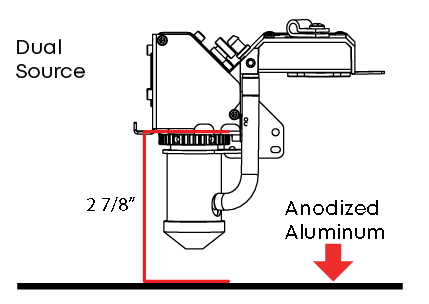
デュアルソースマシン(CO2 ファイバー)の場合:
-
ジョブを実行する。
-
ジョブが進行中の場合は、ジョブを一時停止してください。
-
材料が焦点ゲージブラケットから2 7/8インチ(73mm)の位置になるまでテーブルを調整してください。
-
すべてのドアとパネルを閉めてください。
-
仕事を再開する
-
作業実行中にテーブルを上下させ、最も明るい印を探してください。
シングルおよびデュアルソースマシン用:
-
CO2 値を記録する。この値を、参照彫刻セクションのステップ6で記録した初期値と比較する。
-
新しいCO2 値で参照彫刻ファイルを再度実行してください。
-
このサンプルをオリジナルと比較してください。
改善:
- 低出力の問題は解決されました。
- 完全な焦点調整手順に従ってください。
- 低出力の問題は解決されました。
改善なし:
- アライメントまたは光学調整手順が省略されていた場合は、それらを完了してください。
- 真空管の出力低下が発生する可能性があります。
- エピログのテクニカルサポートにお問い合わせください。
結論
アライメント、焦点調整、光学系クリーニングの手順を実施後も出力が低い場合は、Epilog Laser までご連絡ください。テスト彫刻、レッドドットポインター、焼け跡、記録した焦点値の画像を添付してください。
チェックリスト
- 光学
- アライメント
- 焦点

{kind=link}