
この動画では、EpilogFusion Edge Fusion Pro のレーザー調整手順をご説明します。
作業を始める前に安全メガネを着用してください。
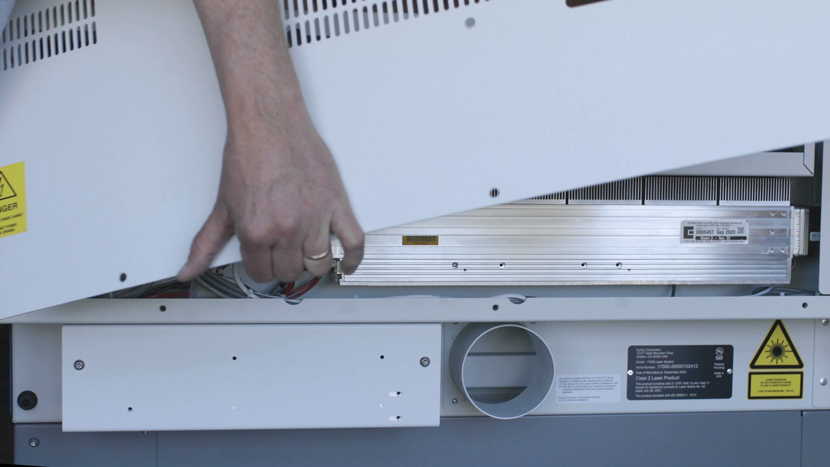
レーザー管を交換したばかりの場合は、装置の背面パネルは既に外れているはずです。そうでない場合は、まず装置背面のパネルを取り外してください。
オンにする
レーザーアライメント手順を開始するには、レーザーの電源を入れてください。

以下の手順では、テーブルを4つの位置に分割します。各位置はレーザー光源からの相対距離によって識別され、その位置に対応する調整用ミラーと対応します。
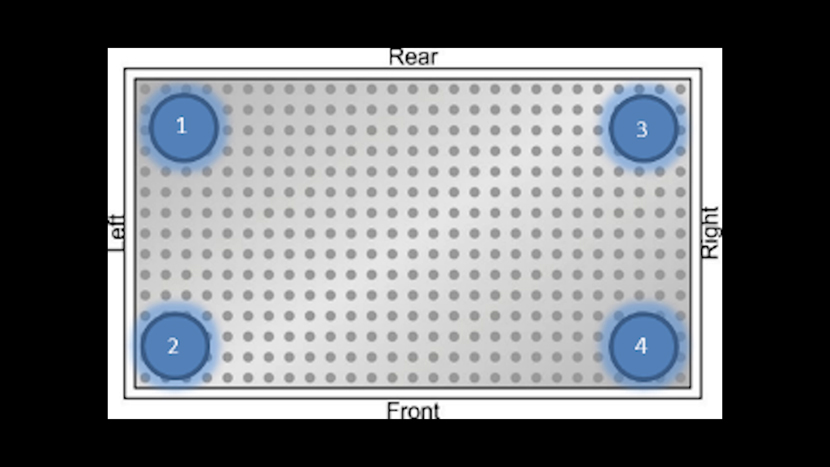
位置合わせに使用する4つの調整ミラーのうち3つは、彫刻機の左側に配置されています。ミラー番号はベッド上の位置と直接対応しています。例えば、レンズキャリッジが位置#1にある場合、調整するのはミラー#1のみとなります。
最終調整可能なミラーはキャリッジ上に配置されています。キャリッジミラーの位置合わせ手順は最後に説明します。
Fusion Edge Fusion Pro には、設定メニューからアクセス可能なアライメントモードが搭載されています。
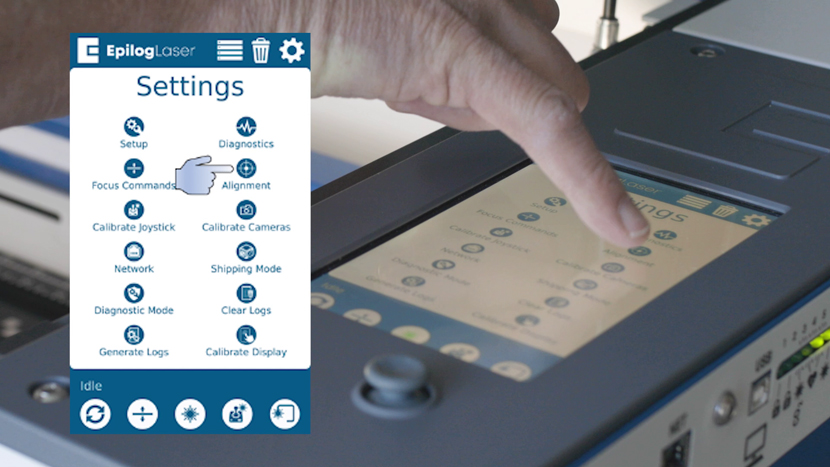
メニューにアクセスするには、タッチスクリーンの右上隅にある歯車アイコンをタップしてください。

設定メニューで、画面上部の「設定」という文字を長押ししてください。

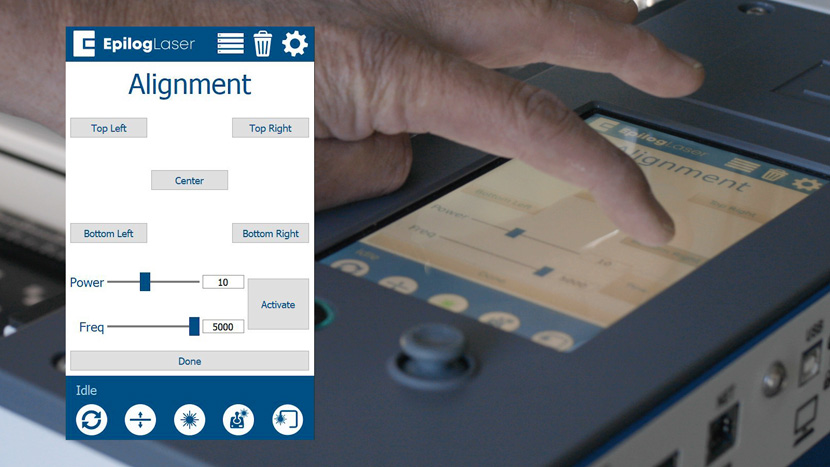
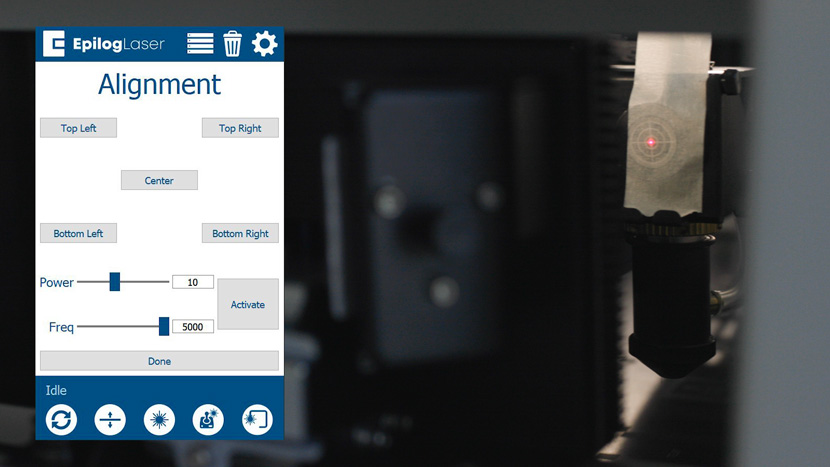
次に「アライメント」を押してアライメントメニューにアクセスします。
アライメントメニューには5つのボタンがあり、押すとキャリッジを対応する位置に移動させます。また「アクティベート」と表示されたボタンがあり、アライメント目的でレーザーを発射できます。これらのコマンドを使用して、彫刻機の各コーナーでレーザーを調整し、テーブル全体に均一な出力が確保されるようにします。注:アライメントモードでは、レーザーを発射するためにすべてのインターロック付きアクセスドアを閉じておく必要があります。


レーザーとレッドドットポインターの調整
注:ミラー3またはX軸レールを交換したためにアライメントを行う場合は、パート2に進んでください。その他のすべてのアライメントについては、この手順を完了する必要があります。
各コーナーのミラーを調整する前に、レッドドットポインターとCO2 必ず位置合わせしてください。手順2を開始する前にレッドドットポインターとCO2 が互いに位置合わせされていない場合、位置合わせ手順は失敗します。
機械の後方に移動し、機械を後方から見た状態で右側を確認し、レッドドットポインターアセンブリの位置を確認してください。
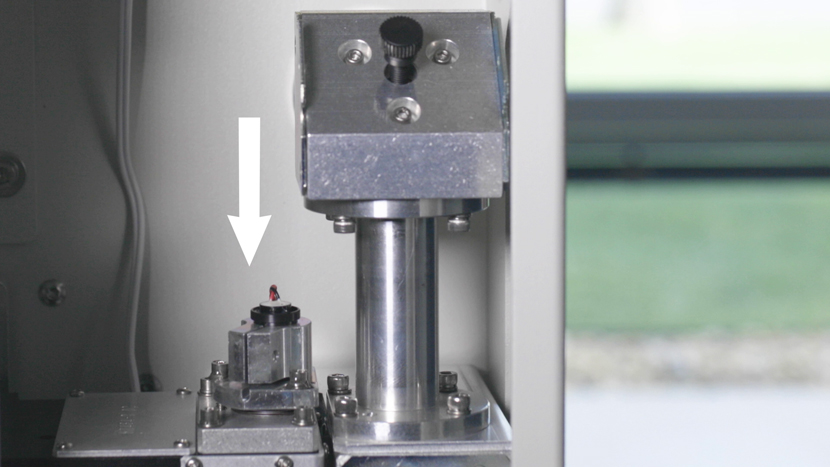
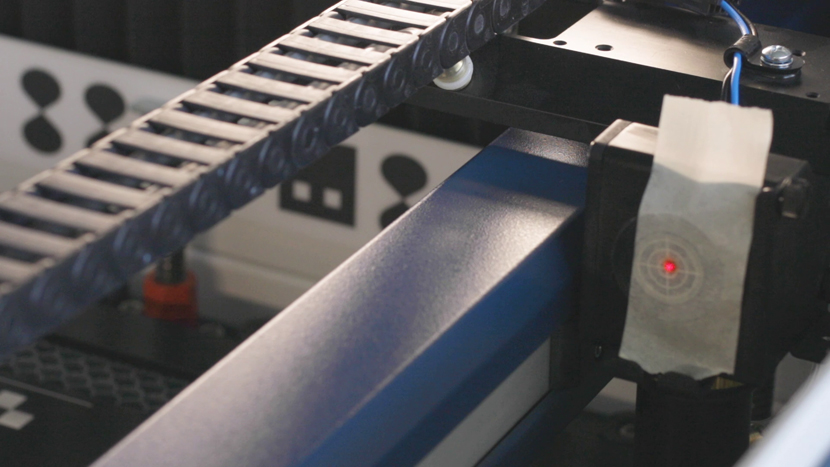
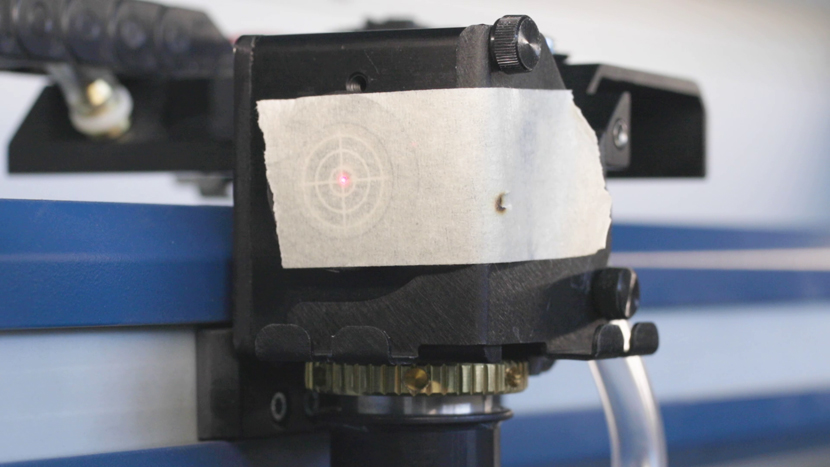
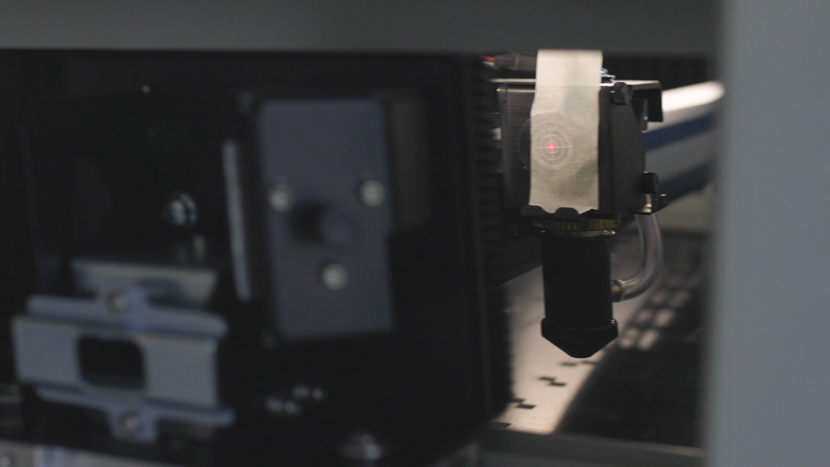
位置合わせターゲットを探し、レンズキャリッジの左側に設置してください。レンズキャリッジの光学系に収まるはずです。

位置合わせターゲットの上にマスキングテープの四角形を貼ってください。これにより、CO2 による焼痕を確認できます。

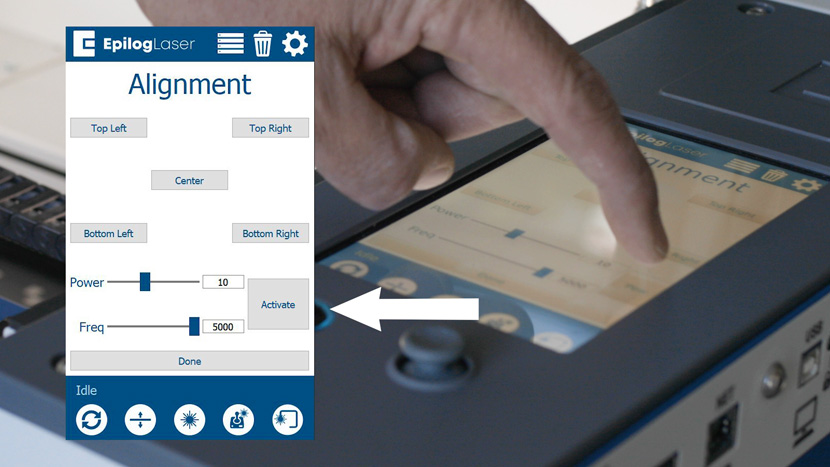
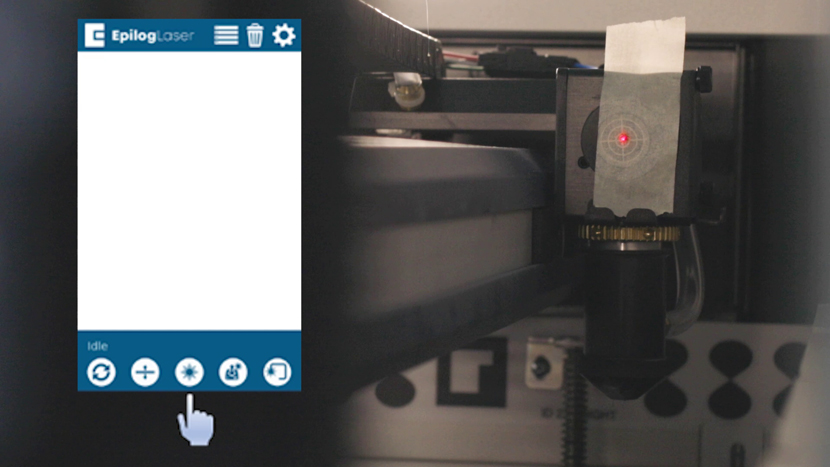
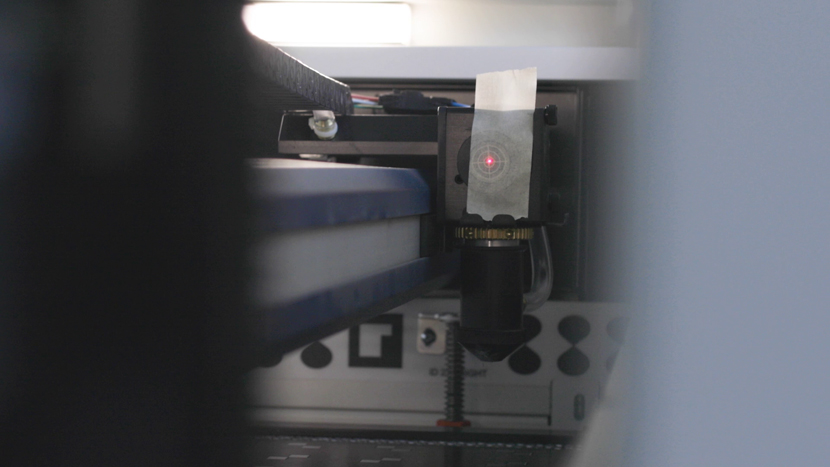
ターゲットをカバーしたら、位置合わせメニューの「右下」ボタンを押してキャリッジを位置4に移動させます。
「起動」ボタンを押してレーザーを発射します。レーザー発射時は、ボタンを短く軽く数回タップしてください。テープに焼き付ける焦げ跡を小さく薄くすればするほど、焦げ跡の中心にポインターを正確に合わせやすくなります。なお、「起動」ボタンを押してレーザーを発射する際は、上蓋が閉まっている必要がありますのでご注意ください。
テープに焼き付け跡が形成できない場合は、出力を15~20%に設定し、蓋が閉じていることを確認してください。
マスキングテープに焦げ跡がついたので、彫刻機のディスプレイにあるレッドドットポインターアイコンを押して、レッドドットポインターを起動してください。
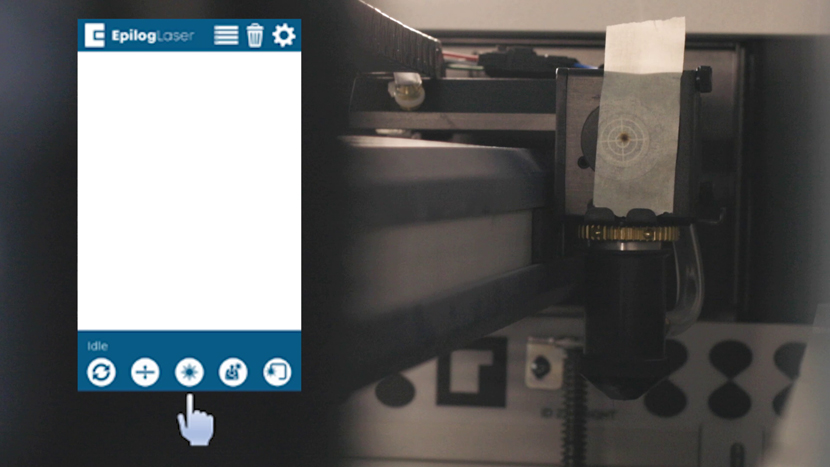
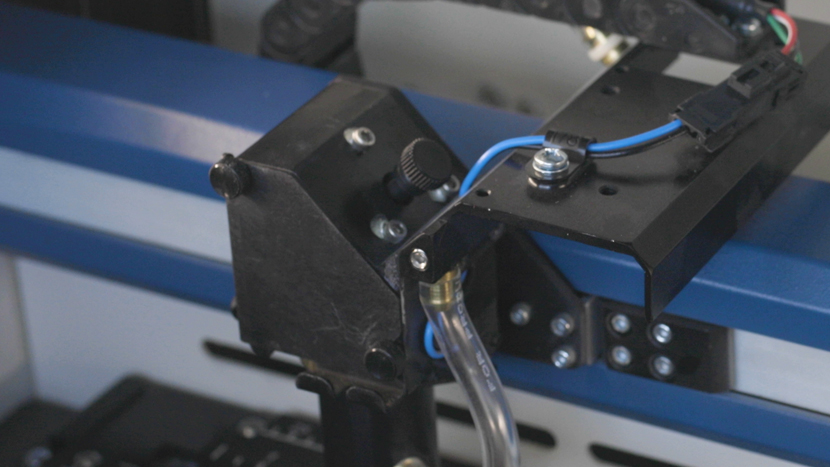
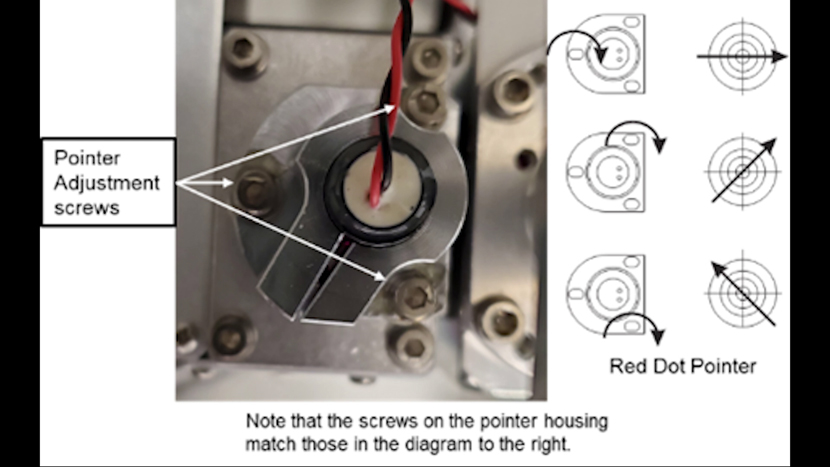
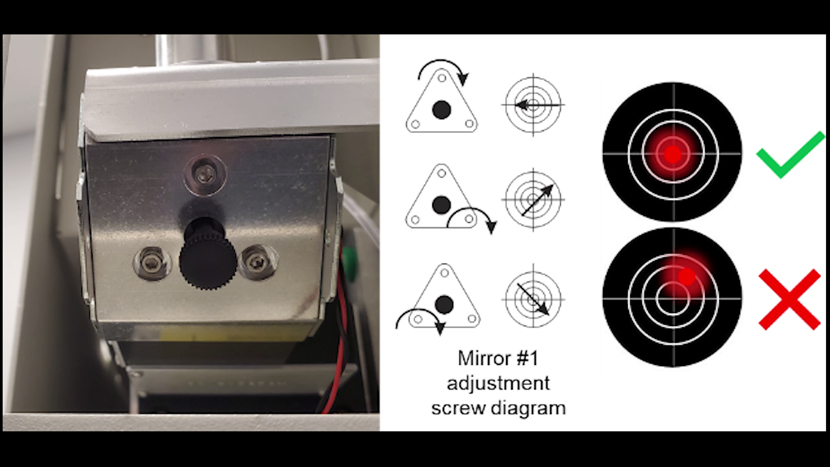
装置後部にあるレッドドットポインターマウントの3本の調整ネジを使用し、レッドドットポインターをテープ上の焼印位置に移動させます。レッドドットポインターは下図の通りアライメントターゲット上を移動します。
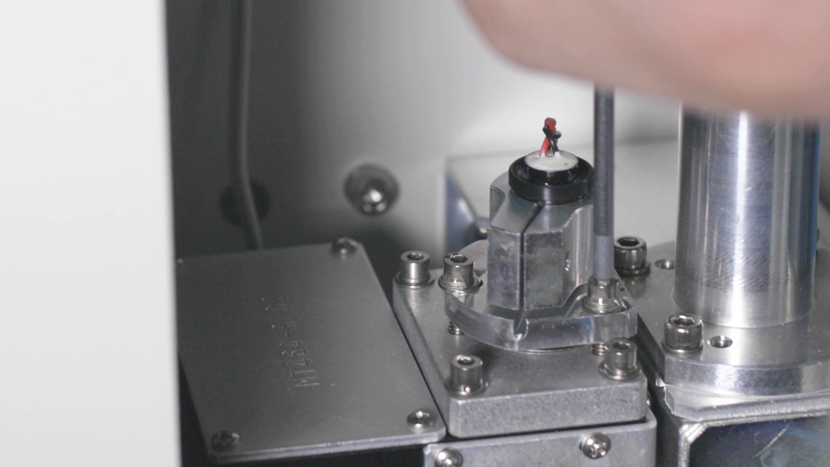
この工程には時間をかけてください。レーザーとレッドドットが正確に合致していることを確認することで、この手順の残りの部分がより効果的になります。

各コーナーでレーザーを調整する
安全メガネを着用したまま、タッチスクリーンディスプレイのレッドドットポインターが点灯していない場合は点灯させてください。
タッチスクリーンで、設定内の「位置合わせ」メニューに移動し、「左上」をタップします(画像29)。これによりキャリッジが位置1に移動します。

最下部のミラーアクセスパネルの下にミラー#1を配置してください。
3/32インチの六角レンチと以下のガイド画像を使用し、キャリッジが位置1にある状態で、ミラー#1のネジを調整し、レッドドットポインターがアライメントターゲットの中心に来るようにします。
赤いドットポインターが右上隅に非常に近いため見えにくい場合は、ベローズがX軸アセンブリに接続されている上部をやさしく引っ張ることで、ベローズをX軸アセンブリから解放できます。


最初の角で赤点ポインターが中央に配置されたら、タッチスクリーン上の「左下」をタップしてキャリッジを位置2に移動させます。

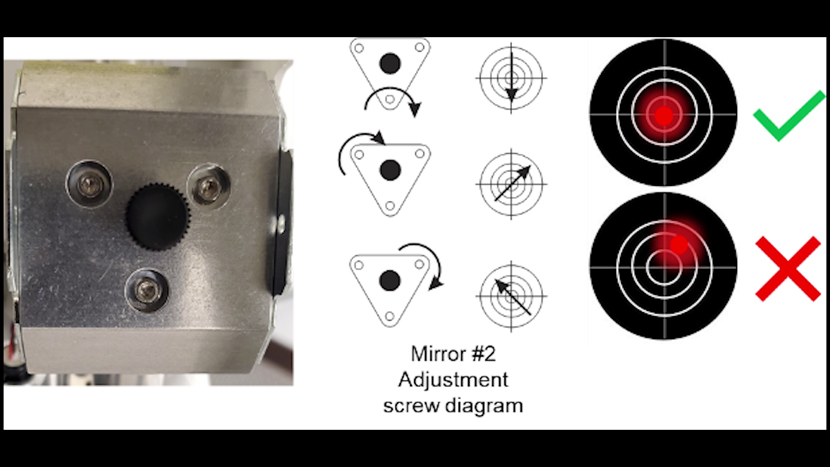
ミラー#2をミラーアクセスパネルの後ろに配置してください。
3/32インチの六角レンチとガイドを使用し、ミラー#2のネジを調整して、赤点ポインターが位置2のアライメントターゲットの中心に来るようにします。

完了したら、位置1(左上)に戻り、位置1で再び位置合わせされるまでミラー1を再調整してください。完了したら、位置2に戻り、ミラー2を調整してください。

注:両コーナーでレッドドットが中央に収まるまで、位置1と位置2を複数回往復する必要がある場合があります。ミラーを再調整するたびに、レッドドットはターゲットの中心に次第に近づき、位置1と位置2の間を往復する際のずれも小さくなります。

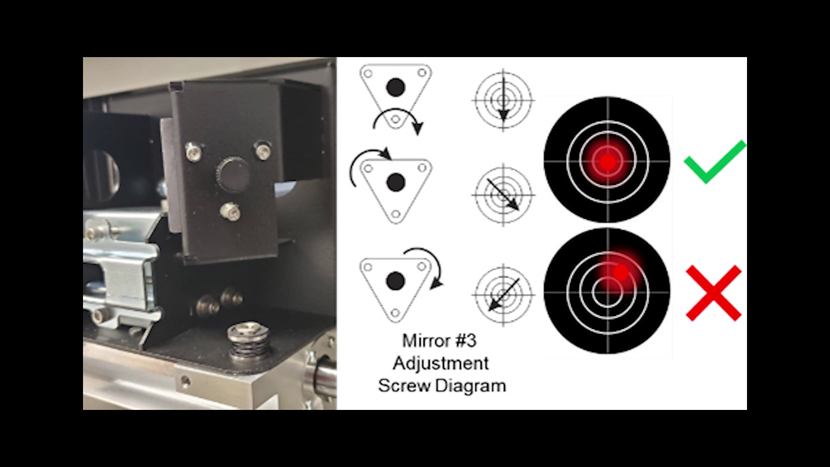
位置1と位置2の両方が中心に合わせられ、それ以上ずれることがなくなったら、ミラー#3を調整できます。タッチスクリーンディスプレイで「右上」をタップし、キャリッジを位置3に移動させます。




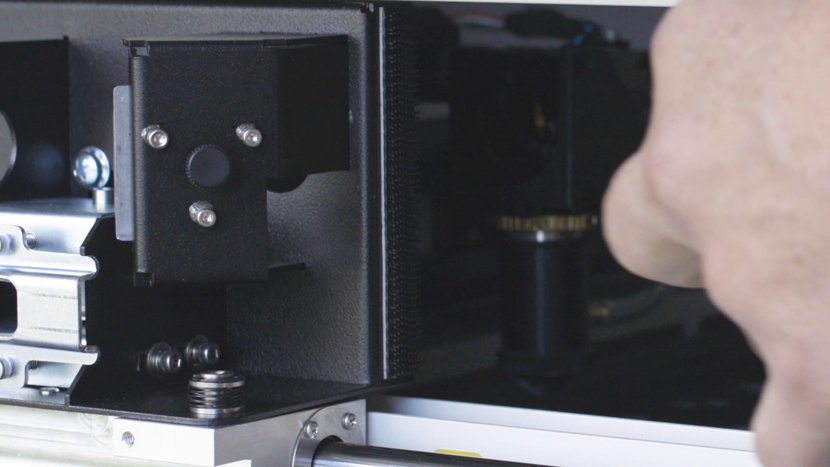
ミラー#3はX軸レールの最左端に位置しています。
3/32インチの六角レンチと下図のガイドを使用し、ミラー#3のネジを調整して、レッドドットポインターがアライメントターゲットの中心に来るようにします。

完了後、左上&ミラー1、次に左下&ミラー2に戻る。ミラー1、2、3の位置調整を続け、3つの位置間で移動しても赤点がアライメントターゲットの中心から外れない状態になるまで調整を続ける。


位置#1、#2、#3の調整が完了したことを確認したら、ボタンを押してレンズキャリッジを右下/位置#4に移動させてください。

すべてのミラーが正しく調整されている場合、赤点ポインターは調整ターゲットの中央リング内に表示されるはずです。その場合は、調整ターゲットを取り外し、先に外したパネルを元に戻し、テスト彫刻ファイルを実行してください。そうでない場合は、左上/位置#1に戻り、調整を続けてください。


垂直レーザーアライメント
タッチスクリーンのフォーカスメニューボタンを押してください。

マニュアルフォーカスゲージをレーザーアセンブリに設置します。ジョイスティックを使用してテーブルを移動させ、マニュアルフォーカスゲージがテーブルに接触するまで調整します。フォーカスゲージがテーブル表面の上端にわずかに触れる位置までテーブルを上昇させてください。


照準ターゲットをテーブルに置き、赤い点ポインターが的の中心に来るようにしてください。

彫刻機のディスプレイ上のジョイスティックを使用して、ベッドを下げ、「現在の焦点」が約「3.000」と表示されるまで操作してください。

レッドドットポインターの位置を確認し、アライメントターゲットの中心から外れていないか確認してください。

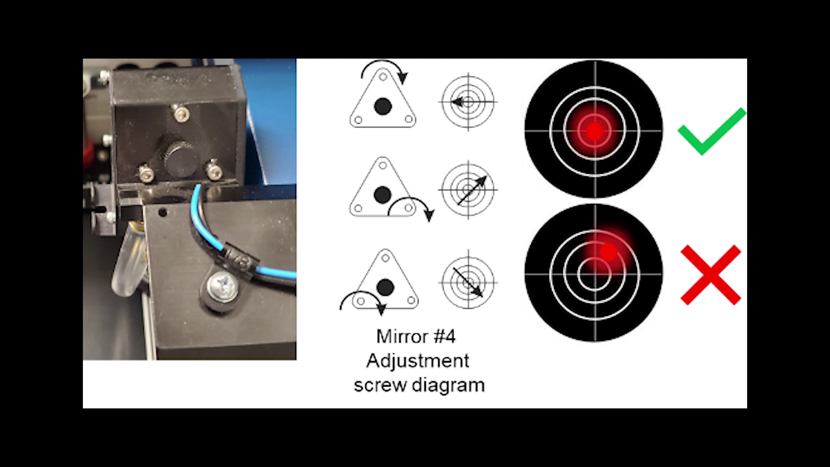
3/32インチ六角レンチとガイド画像を使用し、キャリッジミラーの調整ネジを回してレッドドットポインターを標的の中心に戻す。

ジョイスティックを使用して、フォーカスゲージがベッドに再び接触するまでテーブルを元の位置に戻します。

赤い点が移動した場合は、アライメントターゲット上の赤い点が動かない状態でテーブルを上下させられるようになるまで、この手順を繰り返してください。
レーザーアライメント検証
レーザーの調整が完了したら、すべてのサイドパネルを元に戻し、5/32インチの六角レンチでネジを締めてください。


4つの小さなボックスを彫刻するのに十分な大きさの廃材を入手してください。できれば、過去に使用したことがあり、高品質な彫刻を実現するために必要な設定に慣れている素材が望ましいです。この素材は作業台のサイズである必要はありません。テスト彫刻が完了するたびに、素材を片隅から次の隅へと移動させます。

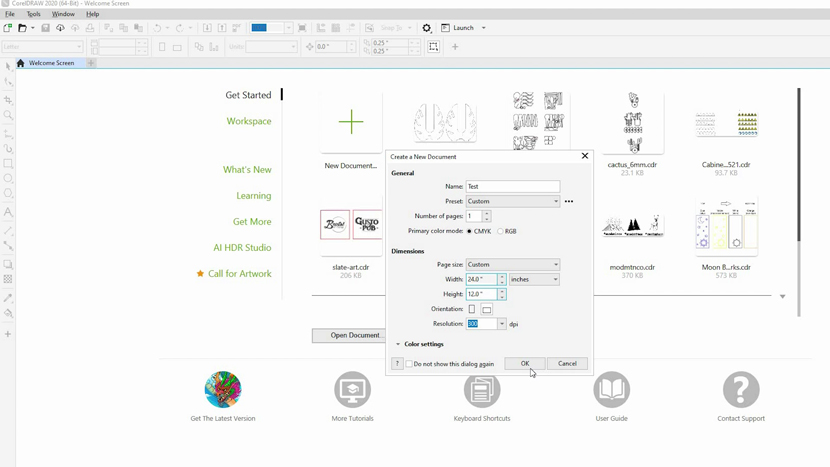
お使いのアートプログラムで、彫刻機のベッドサイズに合った新しいページを作成してください。
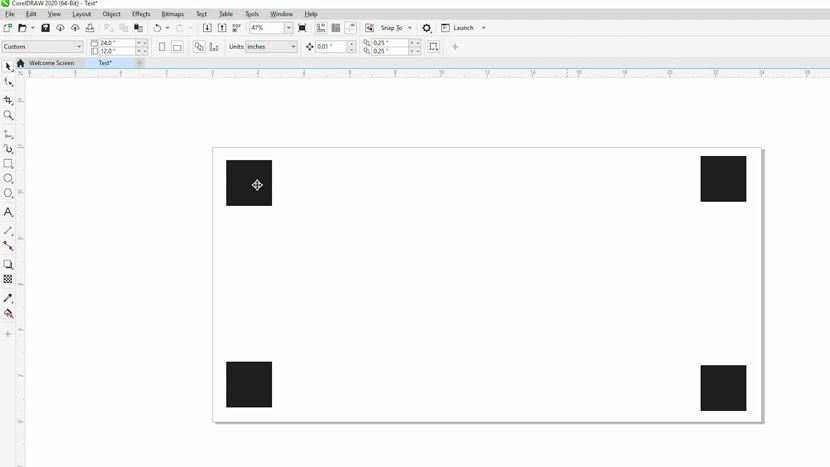
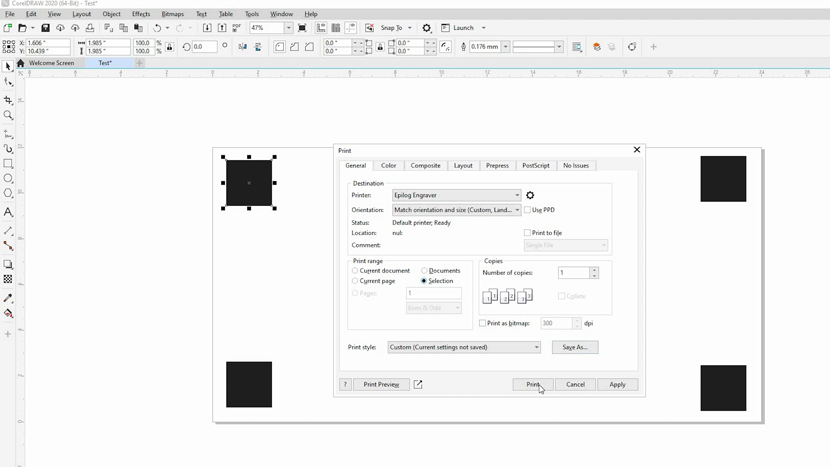
グラフィックソフトで、4つの小さな黒い塗りつぶしボックスを作成し、ページの四隅それぞれに配置してください。
テスト素材を彫刻機のベッドの左上隅に配置してください。
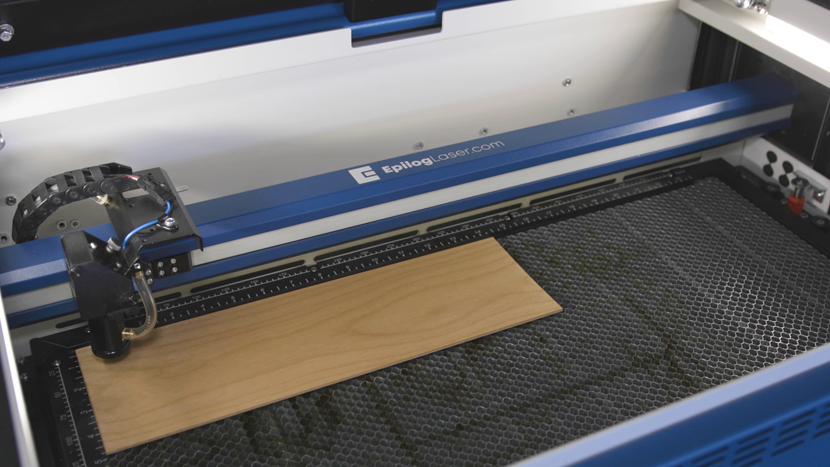
機械の焦点を手動で調整し、焦点が要因となるのを排除してください。左上隅に焦点を設定したら、テーブルの高さを変更しないでください。
左上隅のボックスを選択し、以前に使用した設定で彫刻してください。

左下隅のボックスを選択し、素材を移動させて、そこでテスト彫刻を実行してください。
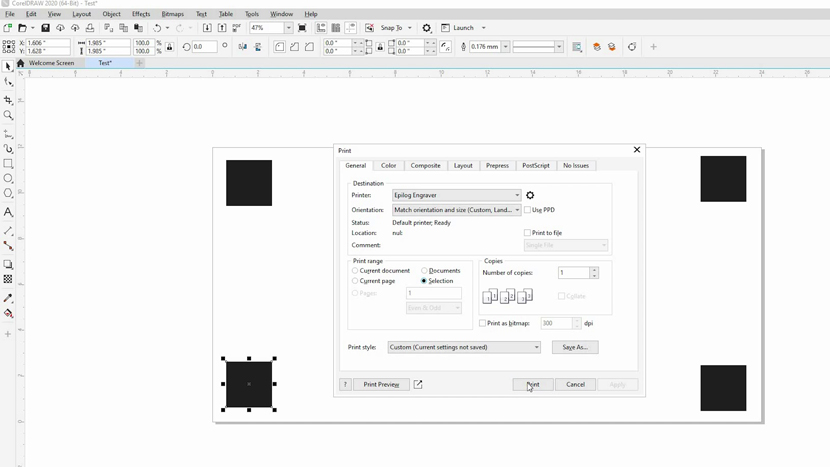

この手順を、4つのボックスがすべて廃材に刻まれるまで繰り返してください。
各箱について、以下の項目を目視検査してください:
-
- マークの一貫性:各ボックスに均一な変色が生じていること。
-
- 深さの均一性。木やプラスチックに刻印する場合(金属は本試験には使用不可)、刻印した各ボックス内の各角の深さが均一であること。
良好なレーザーアライメントのその他の指標:
-
- テーブルの各コーナーで材料に同じ設定を適用できる機能。機械の各コーナーで同様の結果を得るために、出力を上げたり速度を下げたりする必要は一切ありません。

