この動画では、フュージョンプロ・リデューサー駆動アセンブリの交換手順をご説明します。
パネルを取り外す
まず、電源を切り、機械のプラグを抜いてください。


5/32インチの六角レンチを使用して、機械の右側パネルを取り外してください。

5/32インチの六角レンチを使用して、機械の左側パネルを取り外してください。
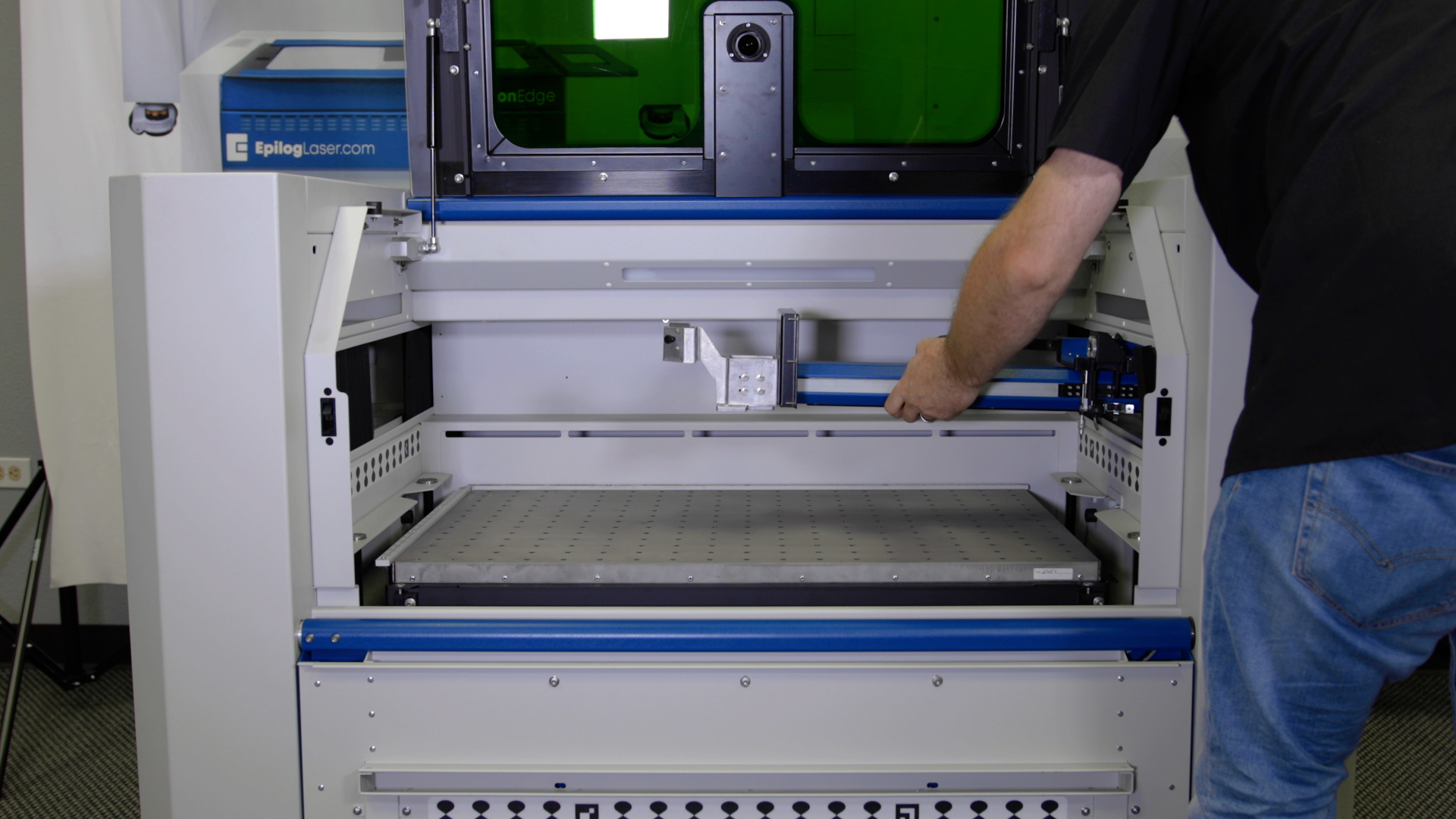
手動でX軸アセンブリを彫刻機の中央に移動させてください。
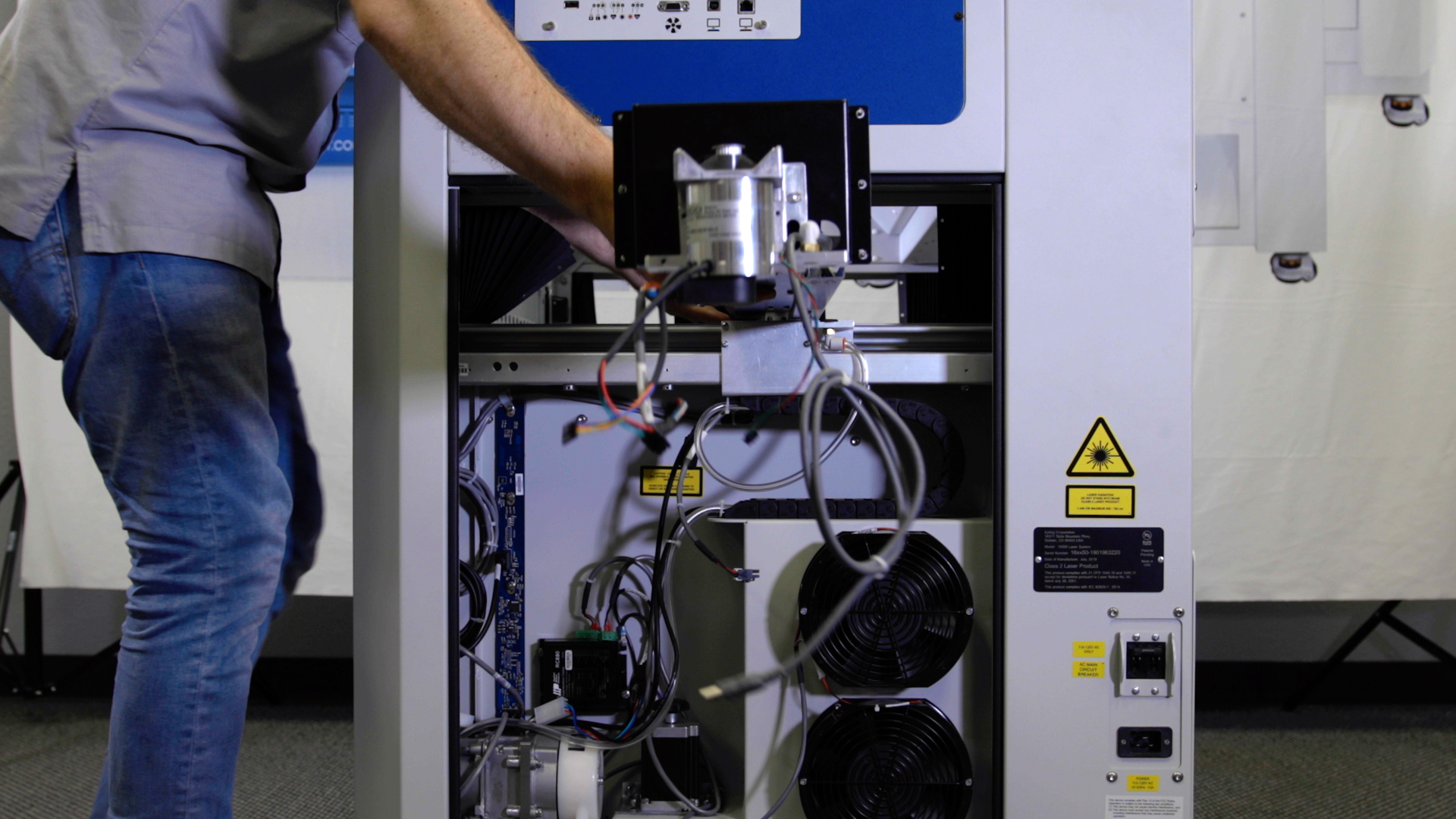
X軸アセンブリを機械から取り外す。
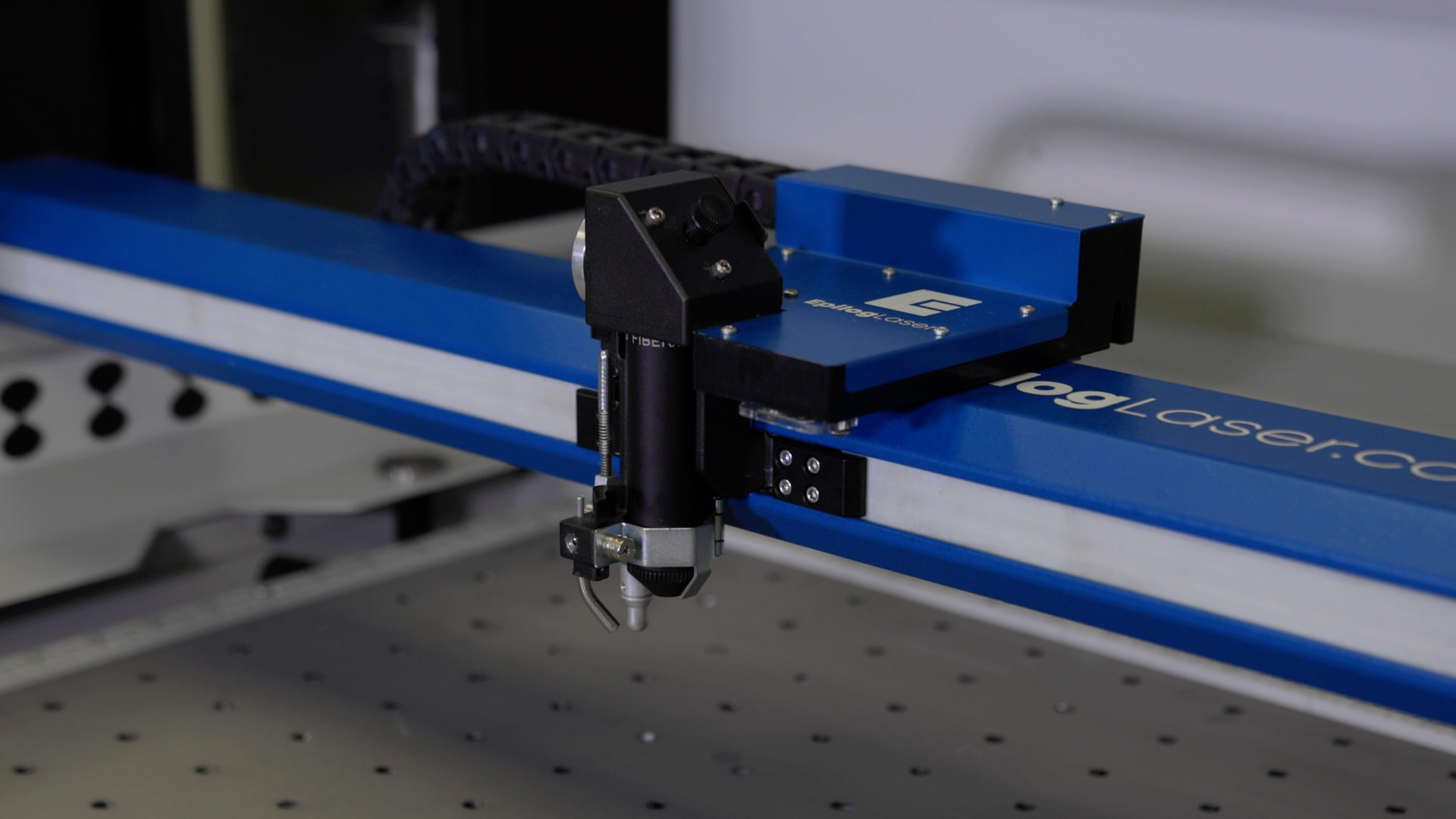
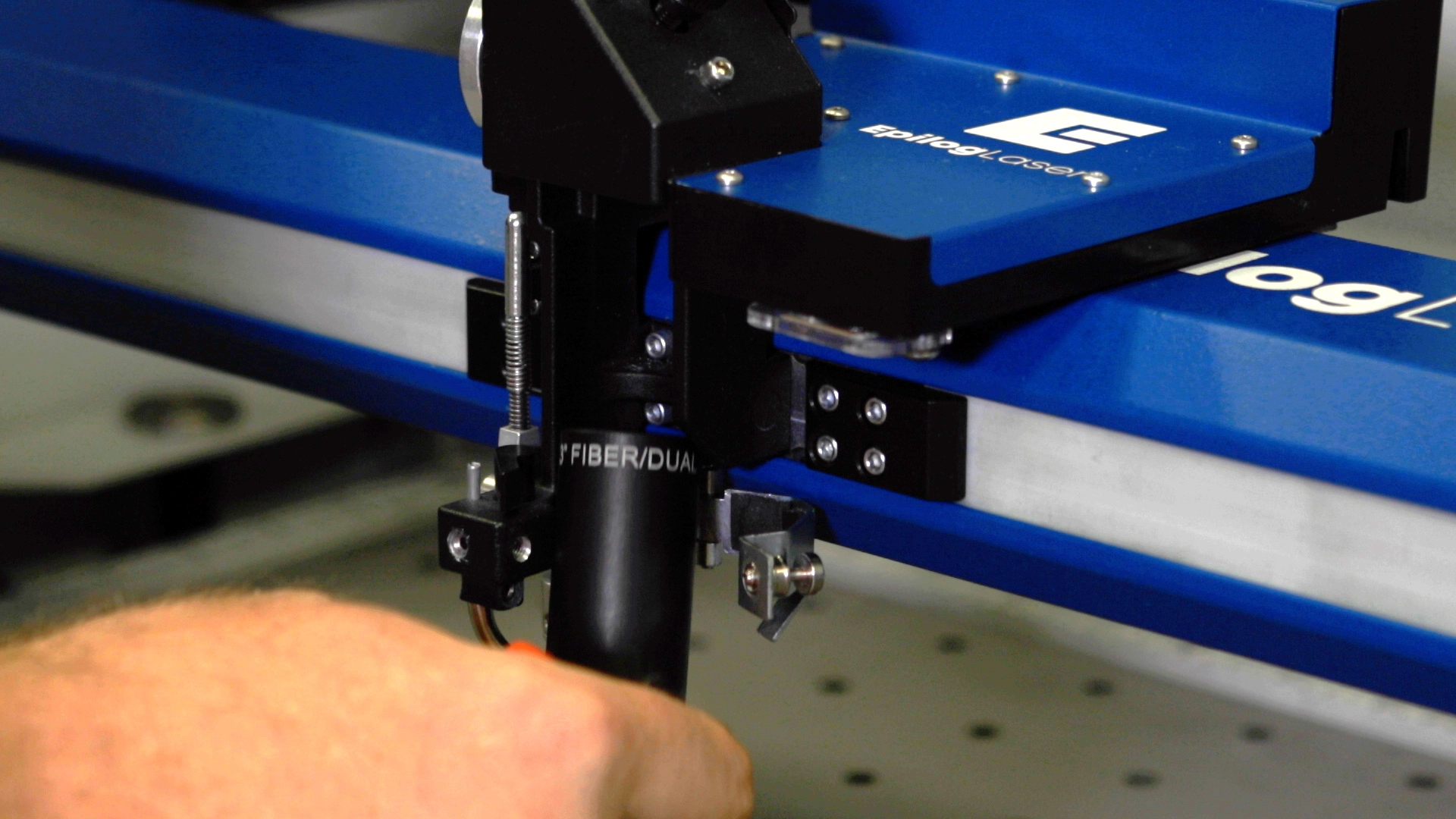
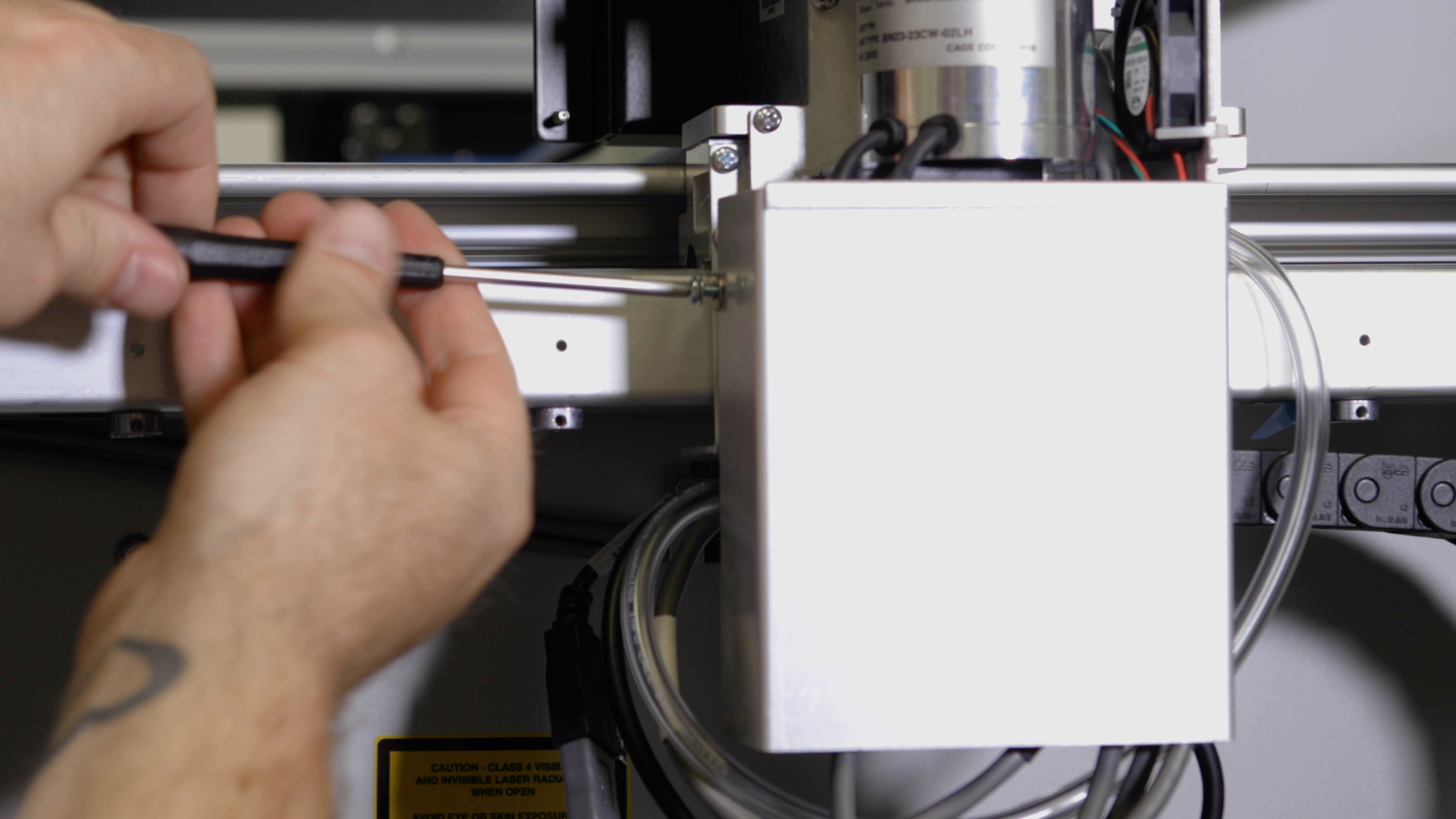
フロントレンズクランプを固定しているキャパティブネジを、プラスドライバーで緩めて外し、レンズチューブを取り外します。
機械の両側にある左右のベローズを、固定している6個の5/16インチナットを緩めて取り外す。
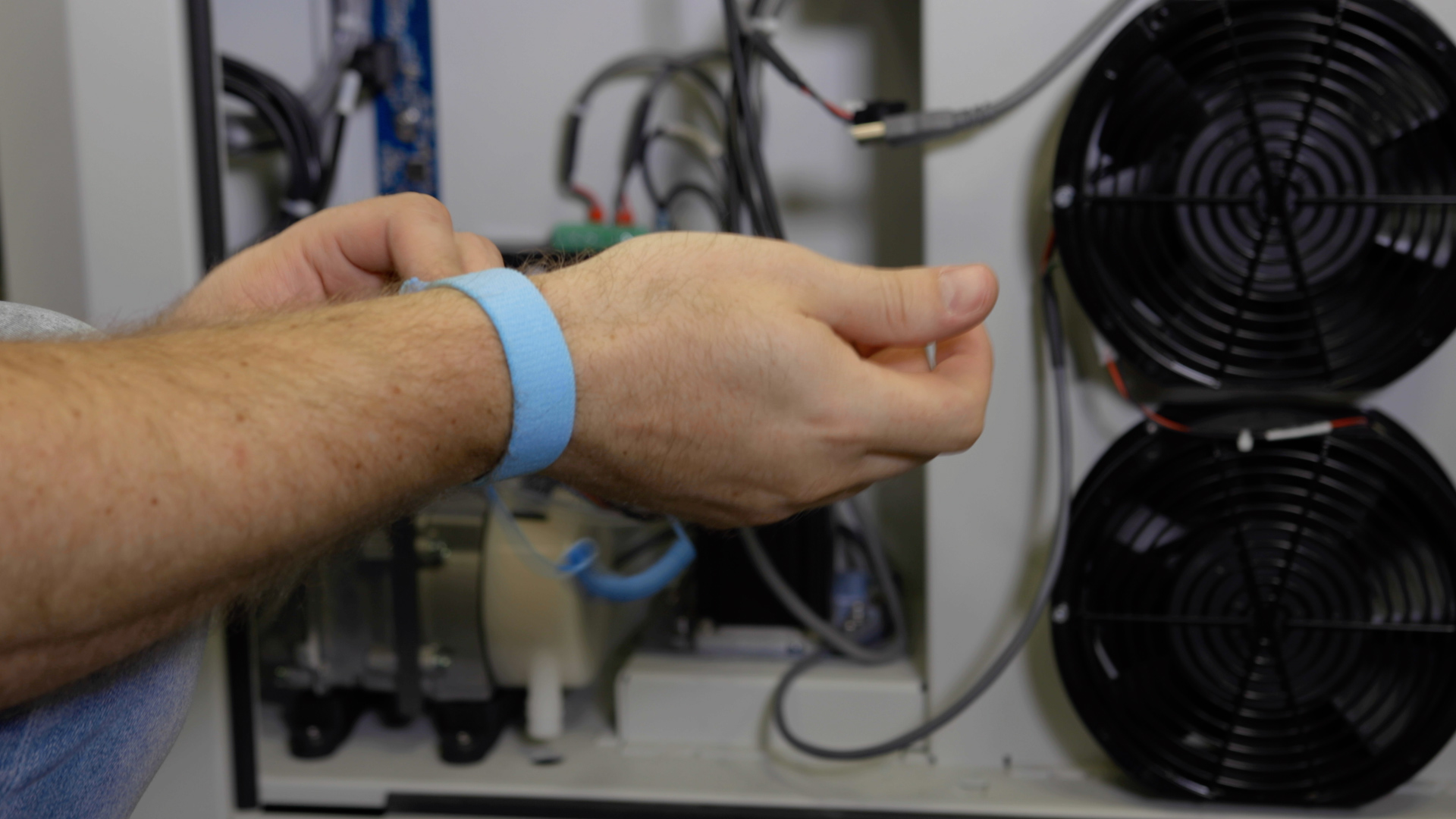
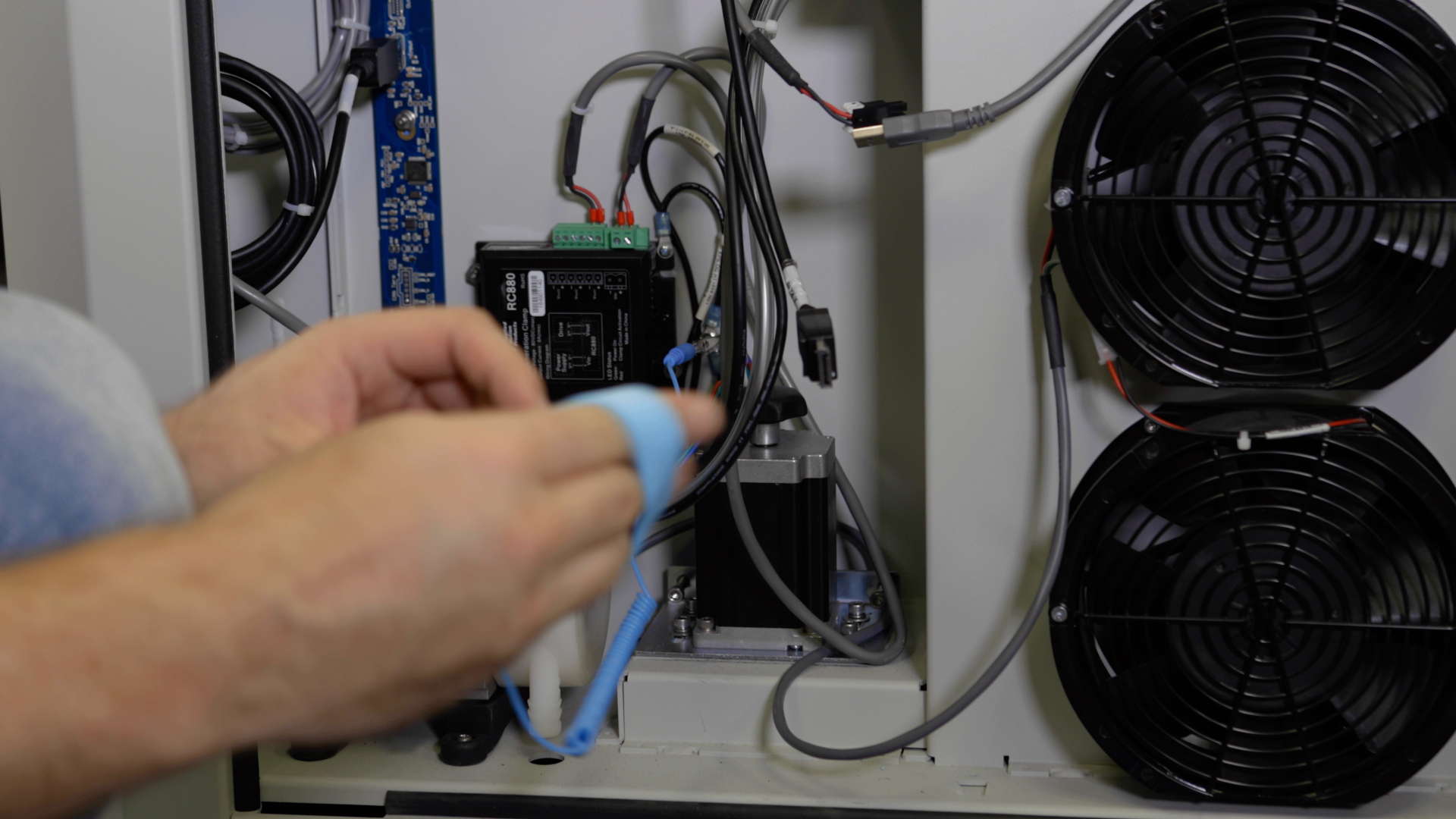
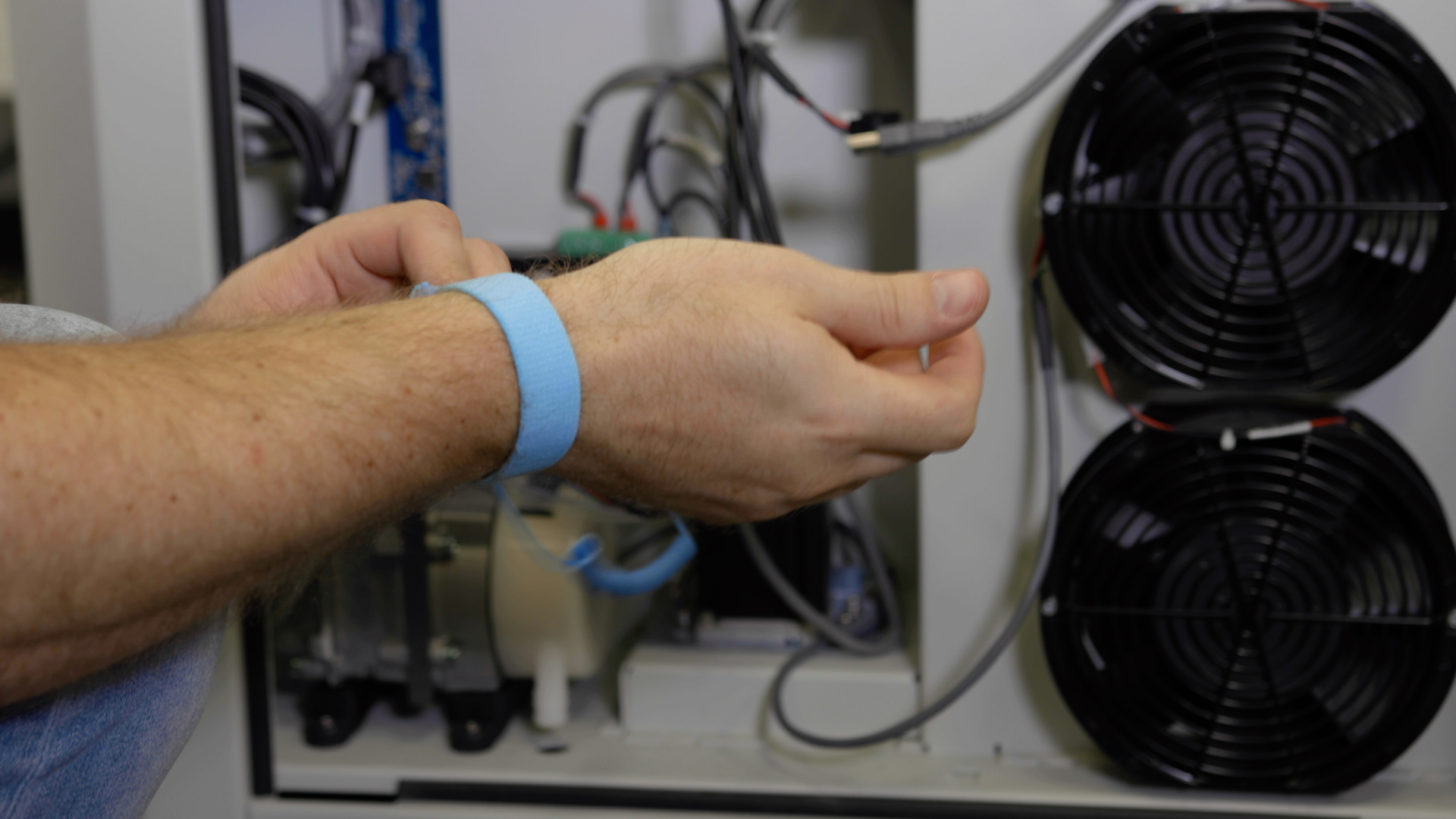
静電気防止リストバンドを着用してください。バンドを機械の金属部分にクリップで固定してください。静電気放電による装置の損傷を防ぐため、常に静電気防止バンドを着用してください。
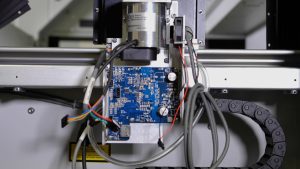
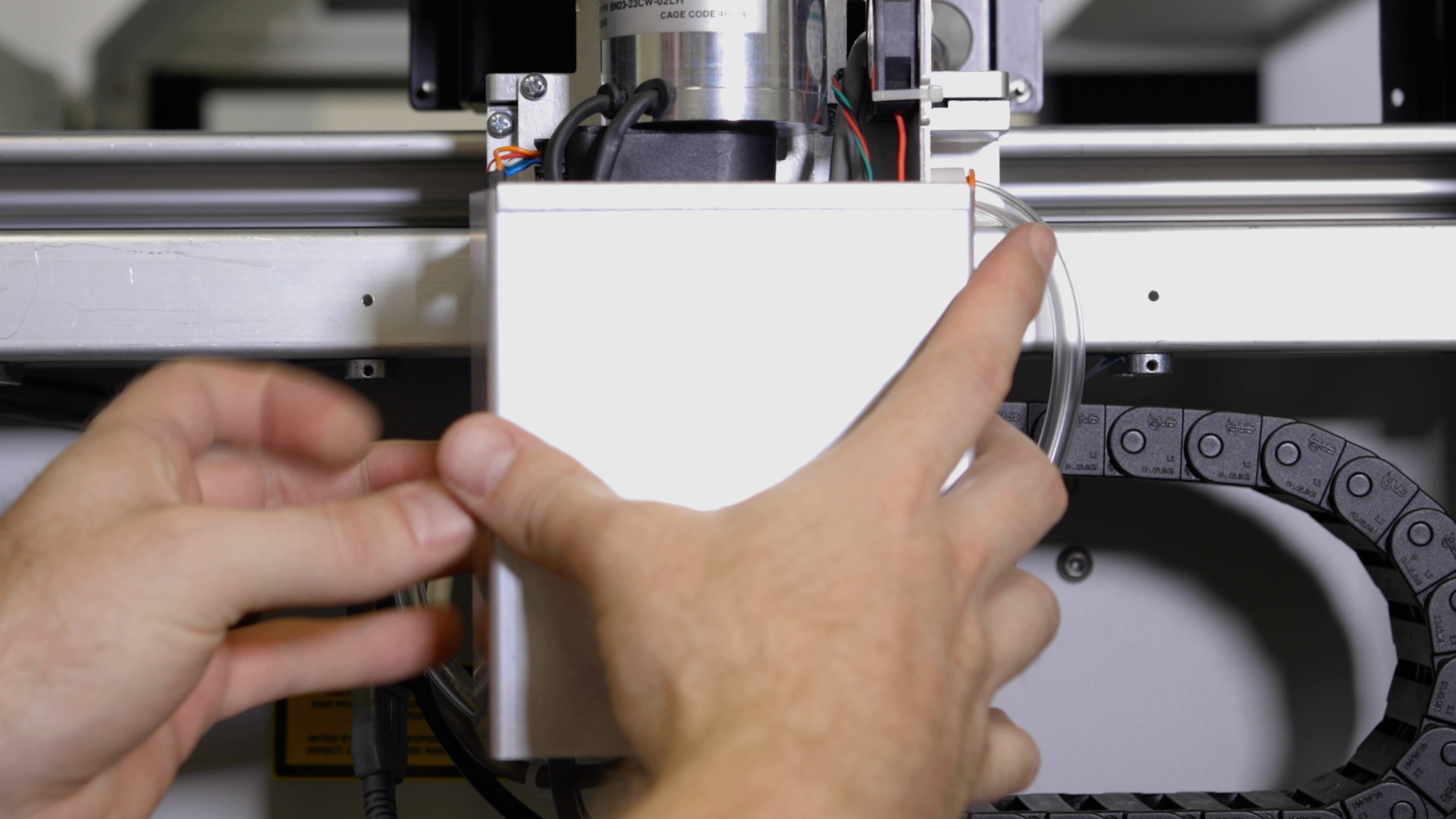
プラスドライバーを使用して、X軸モーター駆動基板カバーを固定している4本のネジを外し、カバーを脇に置いてください。

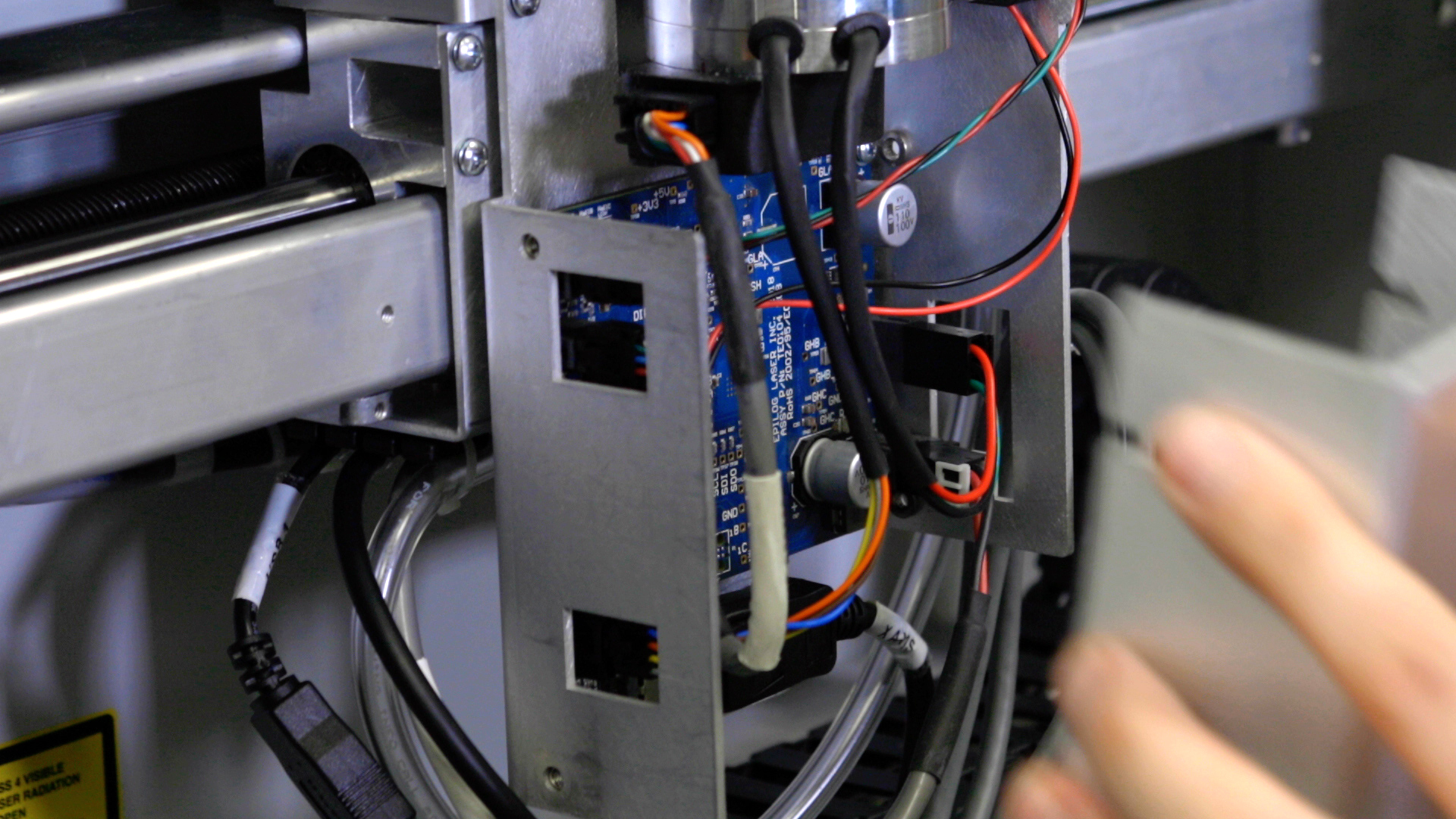
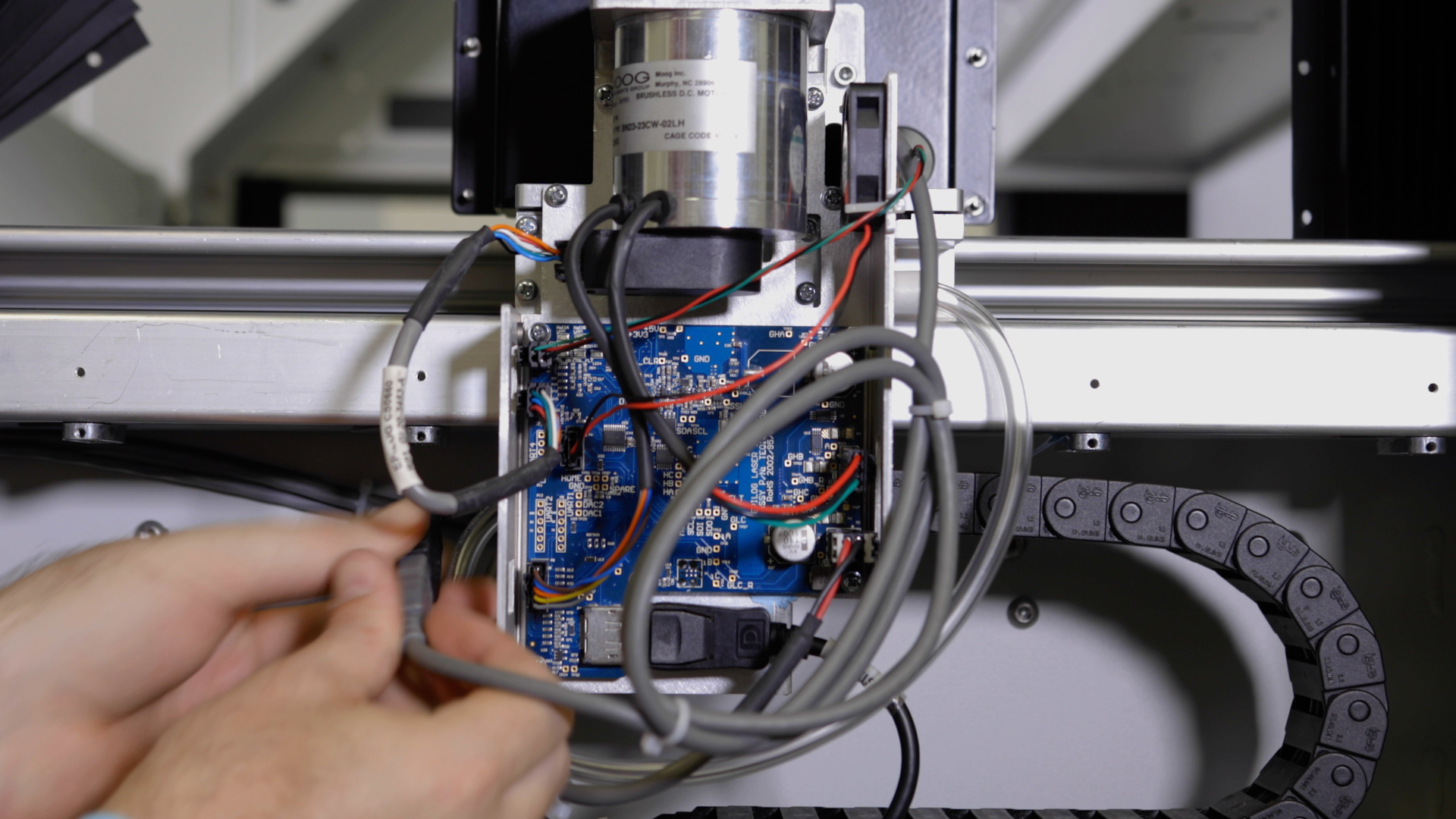
次に、ドライブ基板から7つの電気コネクタを外し、基板を脇に置いてください。
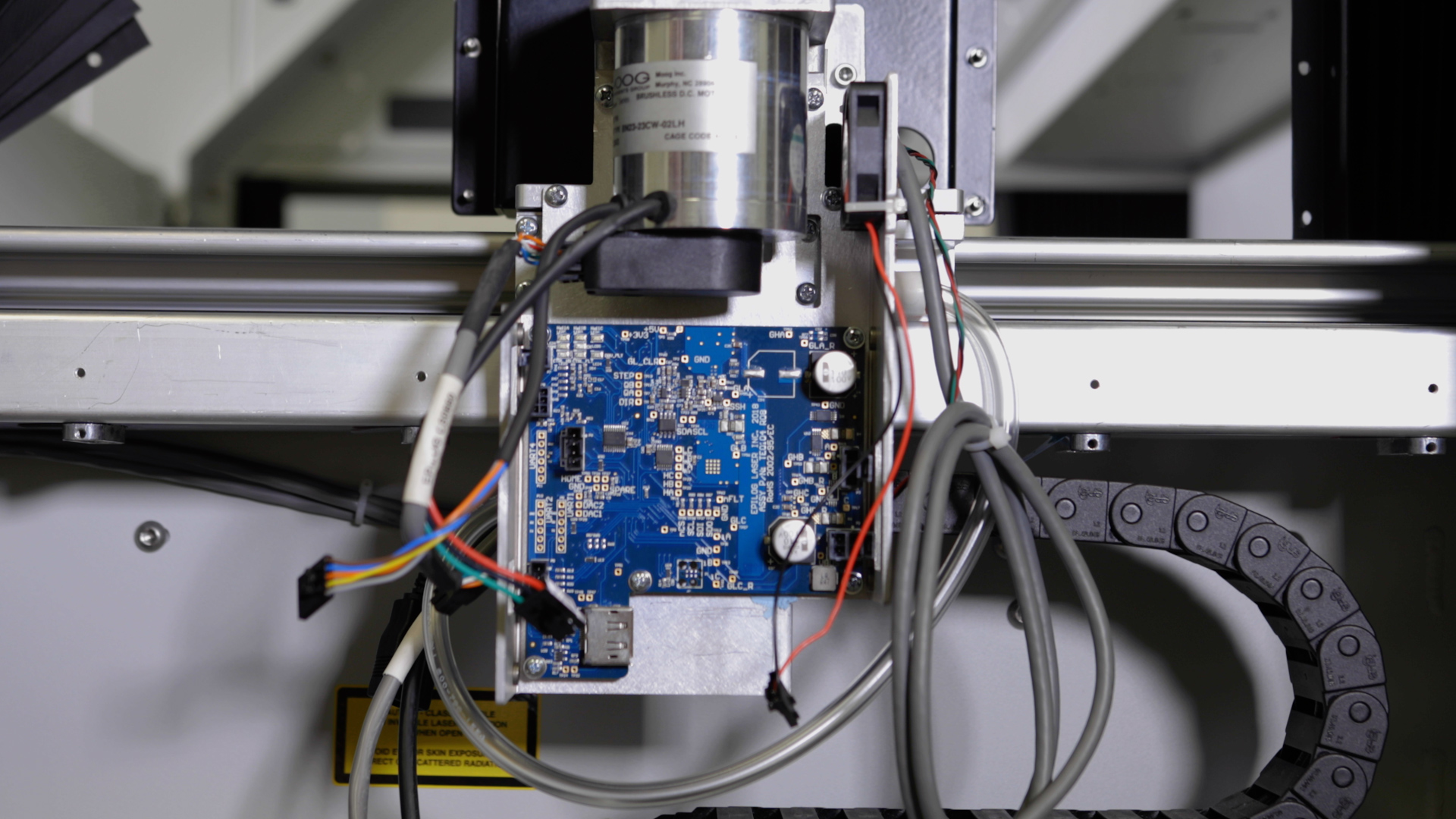
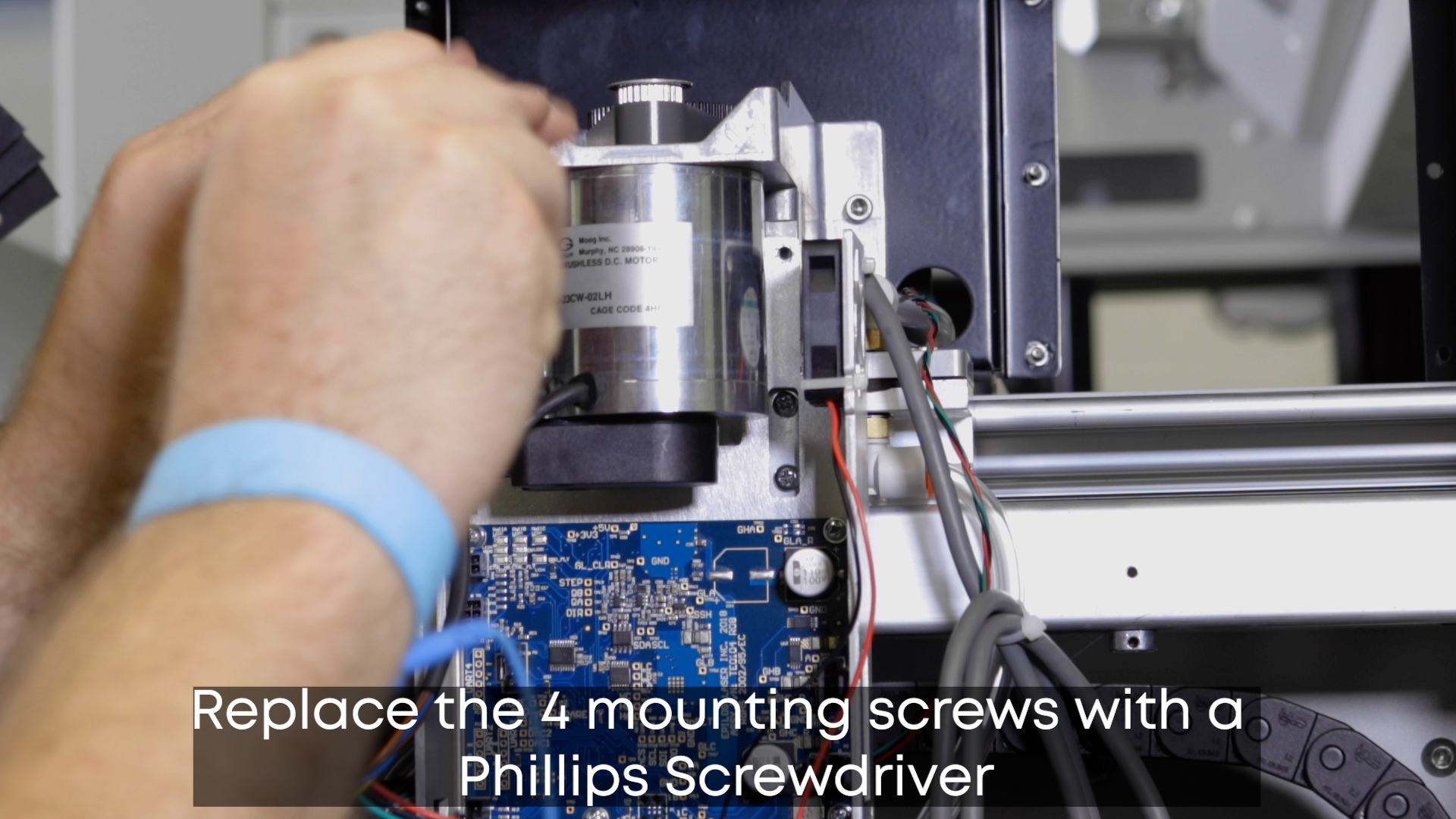
ドライブボードを支えている4本の取り付けネジをプラスドライバーで外してください。
モーター駆動基板を交換する際は、必要になるまで静電気防止リストバンドを外してください。
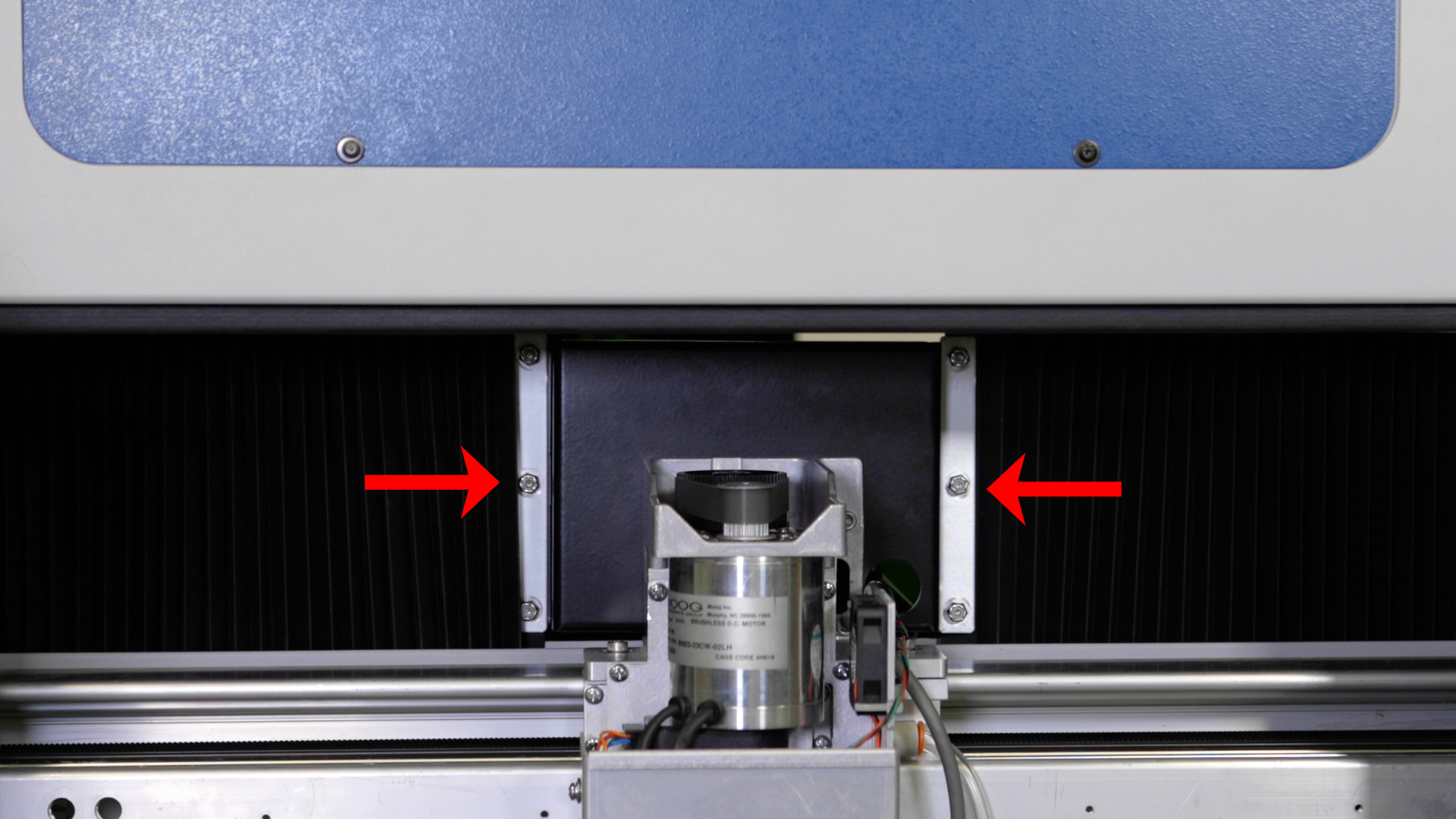
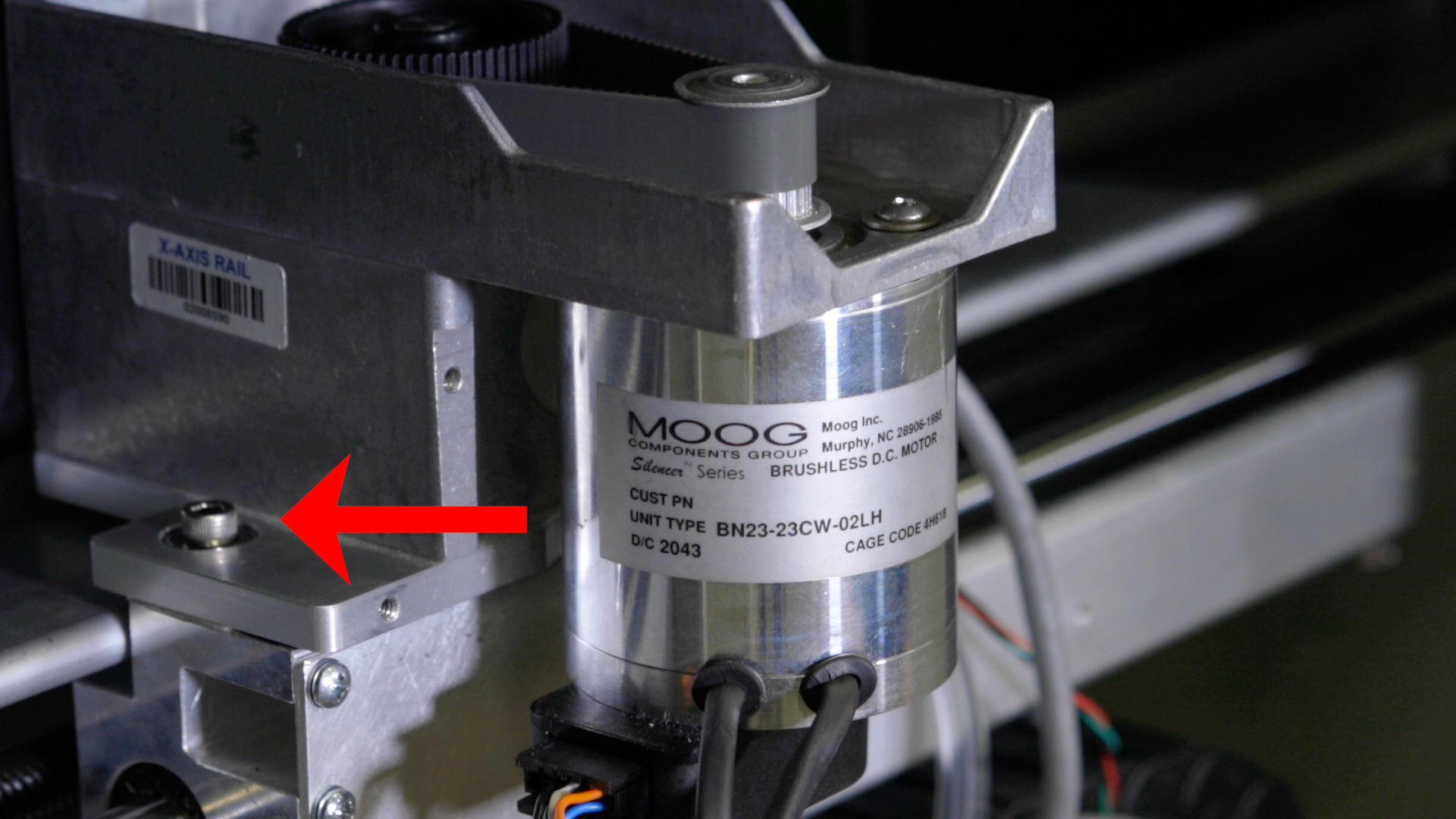
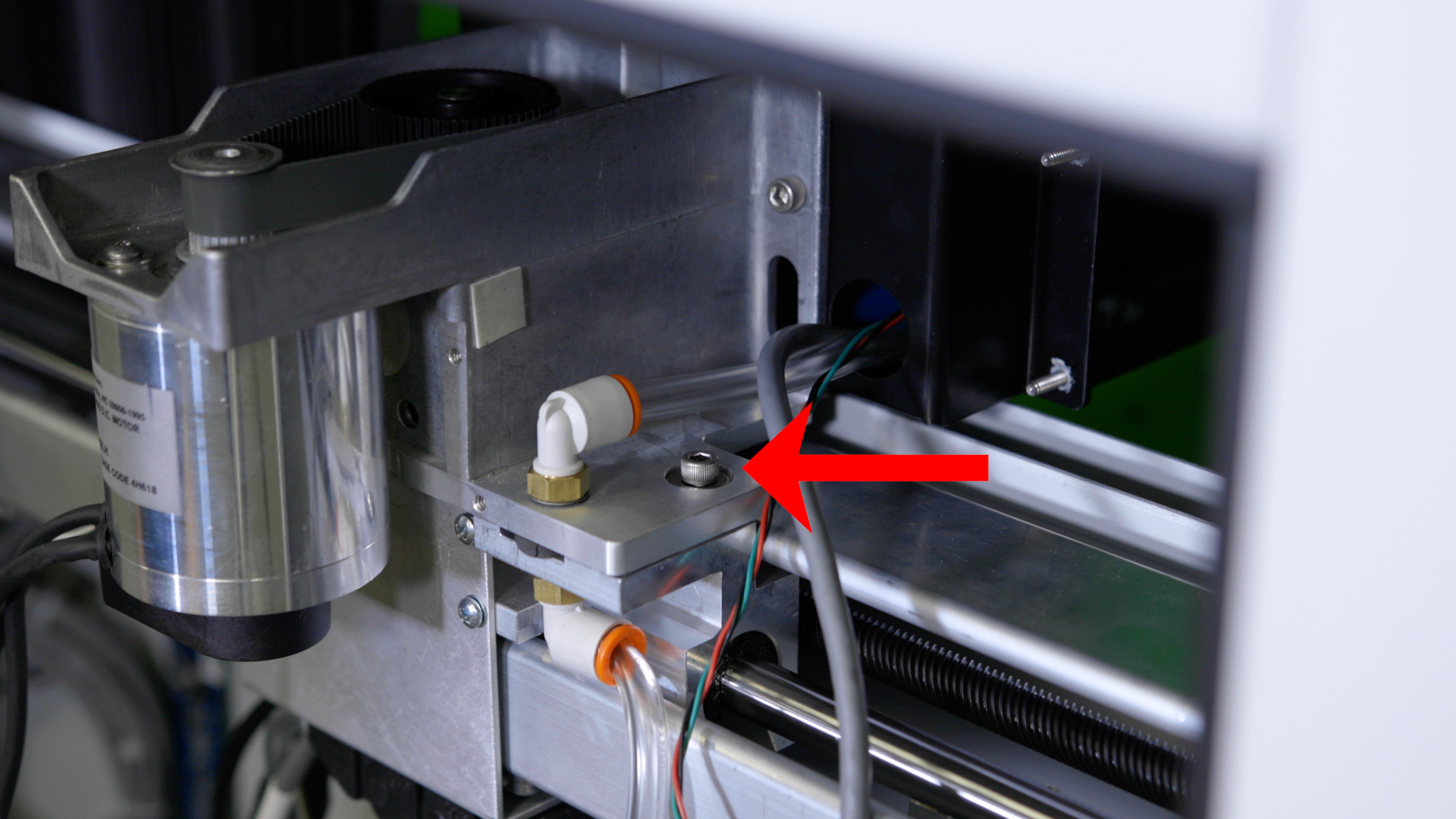
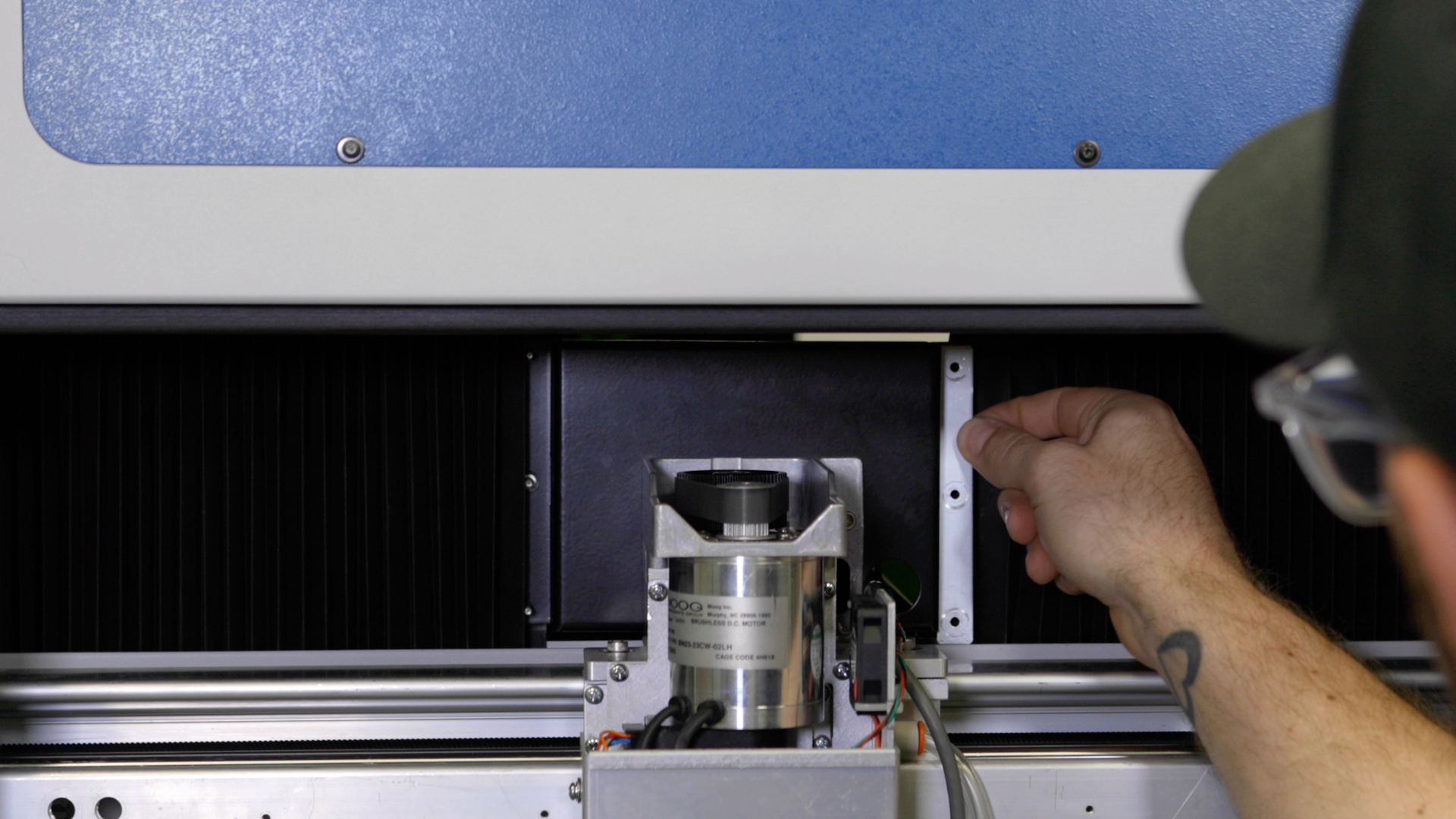
X軸アセンブリをY軸ベアリングに固定している4本の5/32インチ(約4mm)の締結具を外します。右側に2本、左側に2本あります。
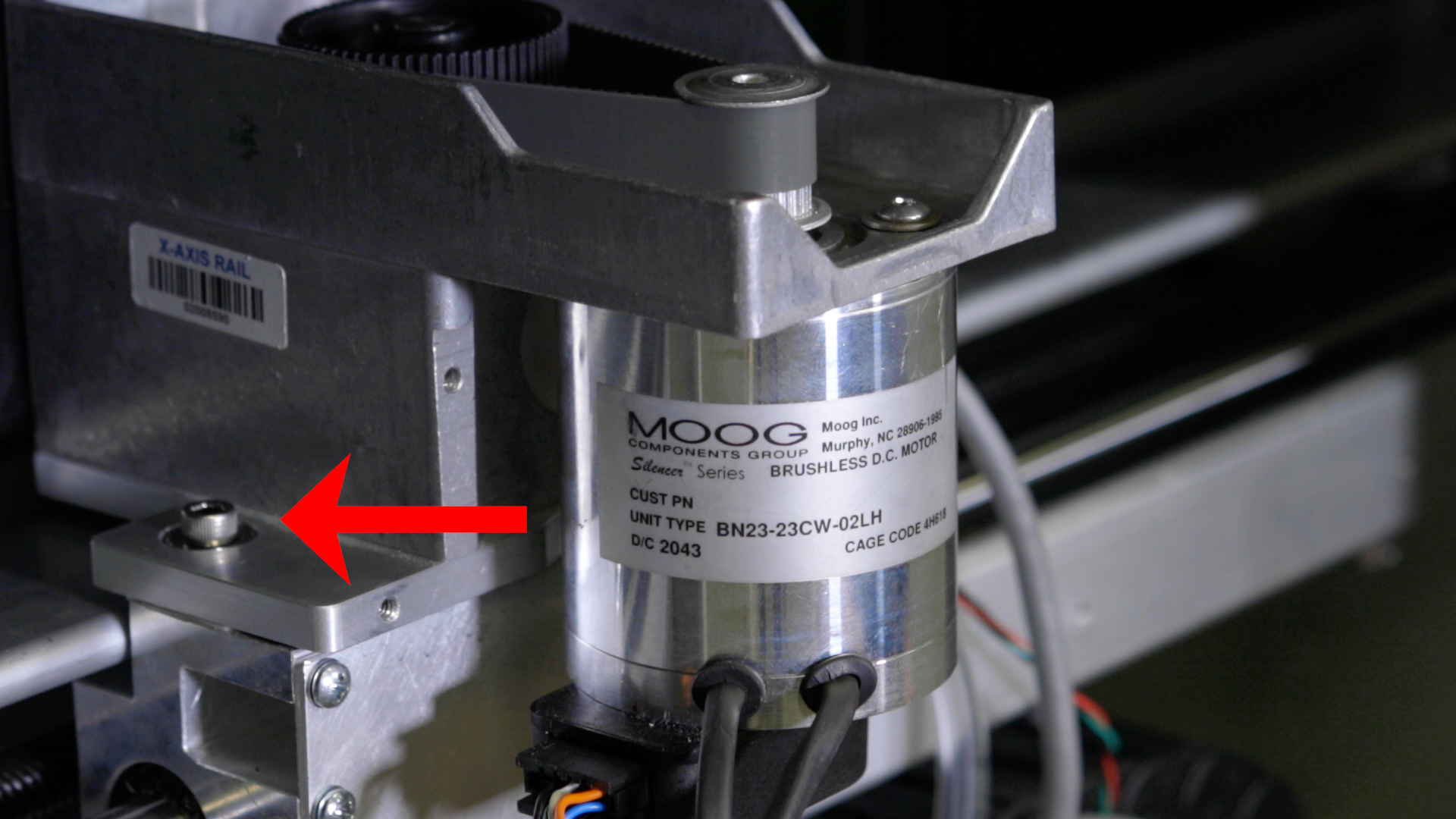
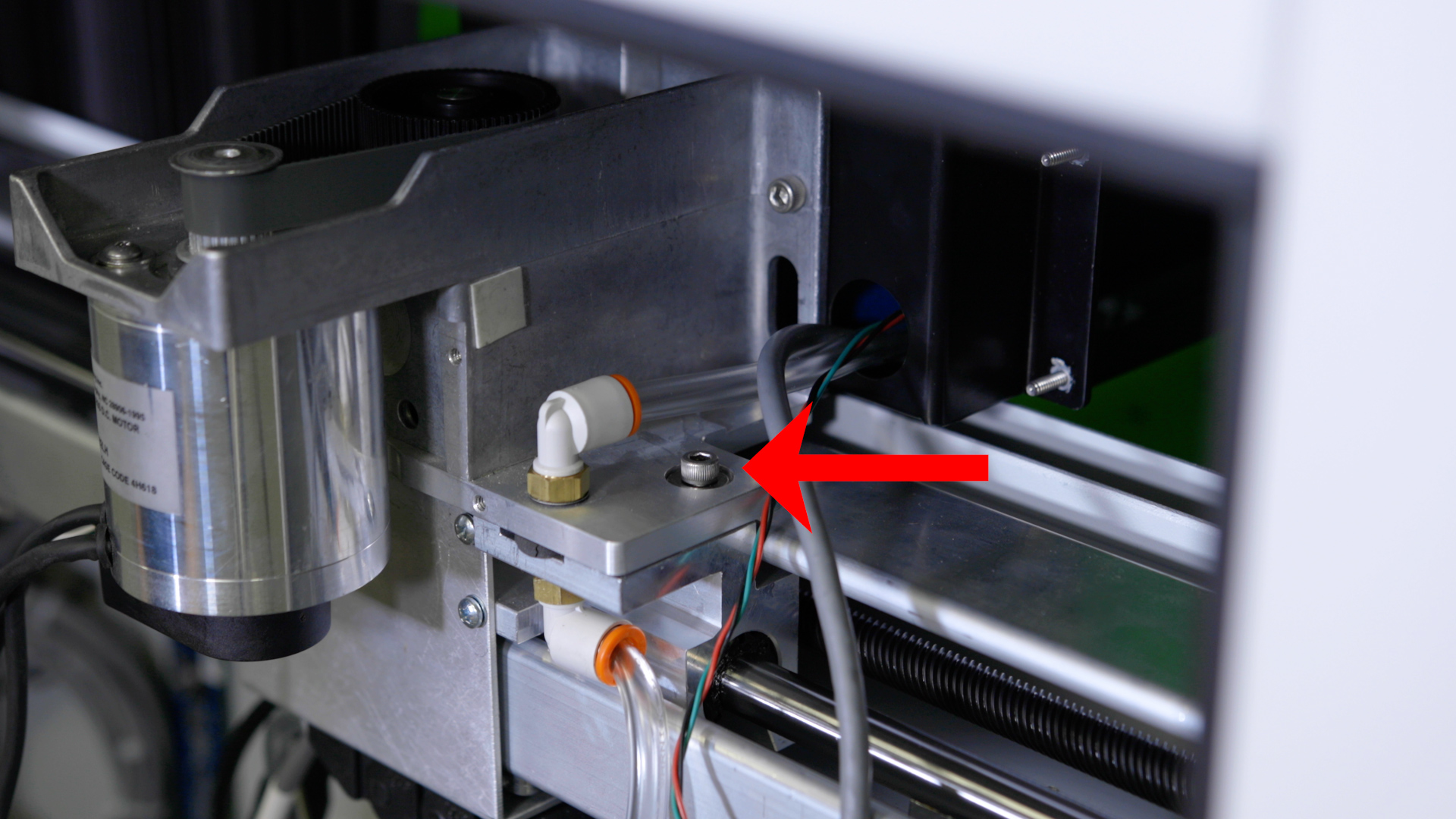
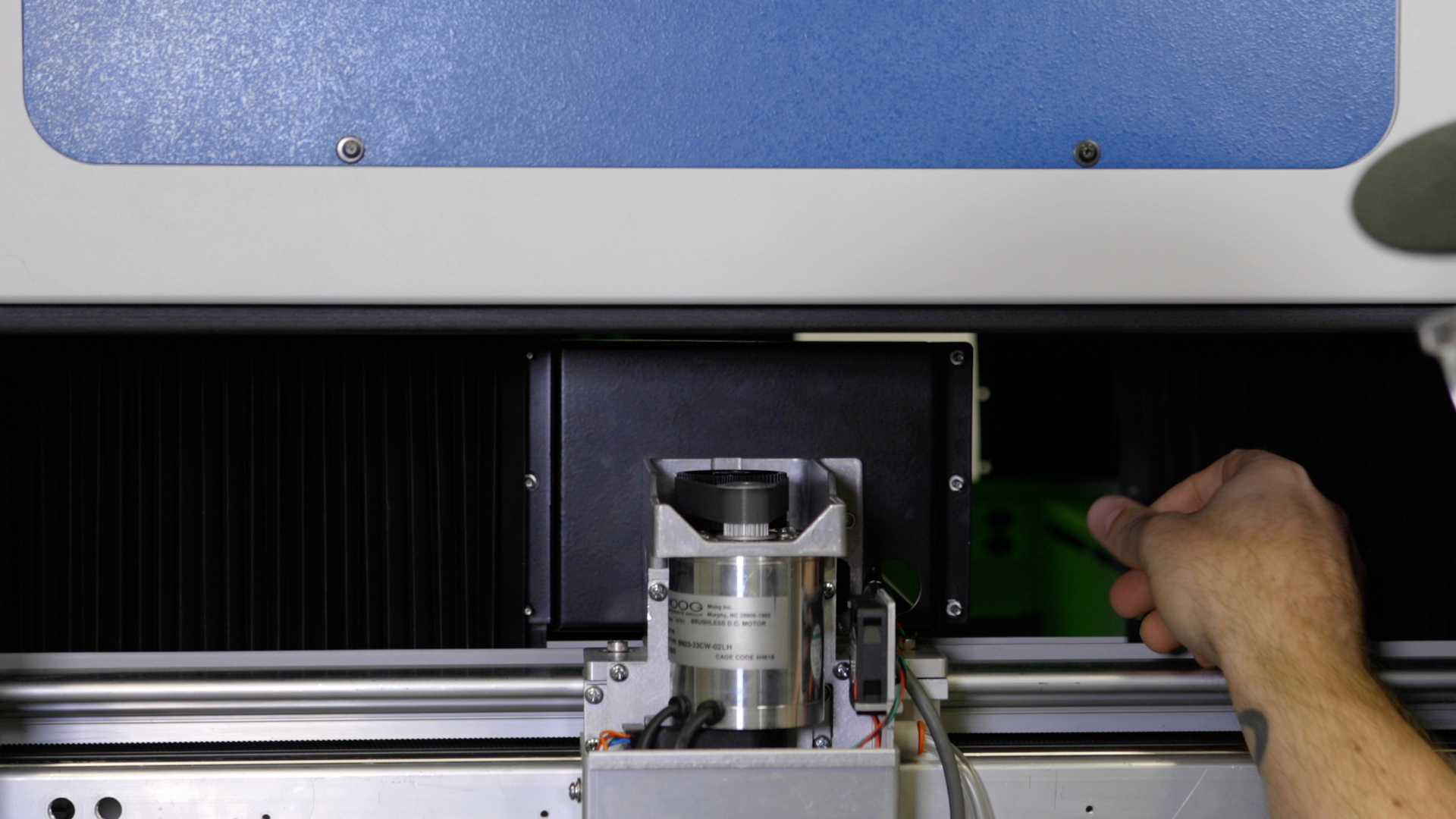
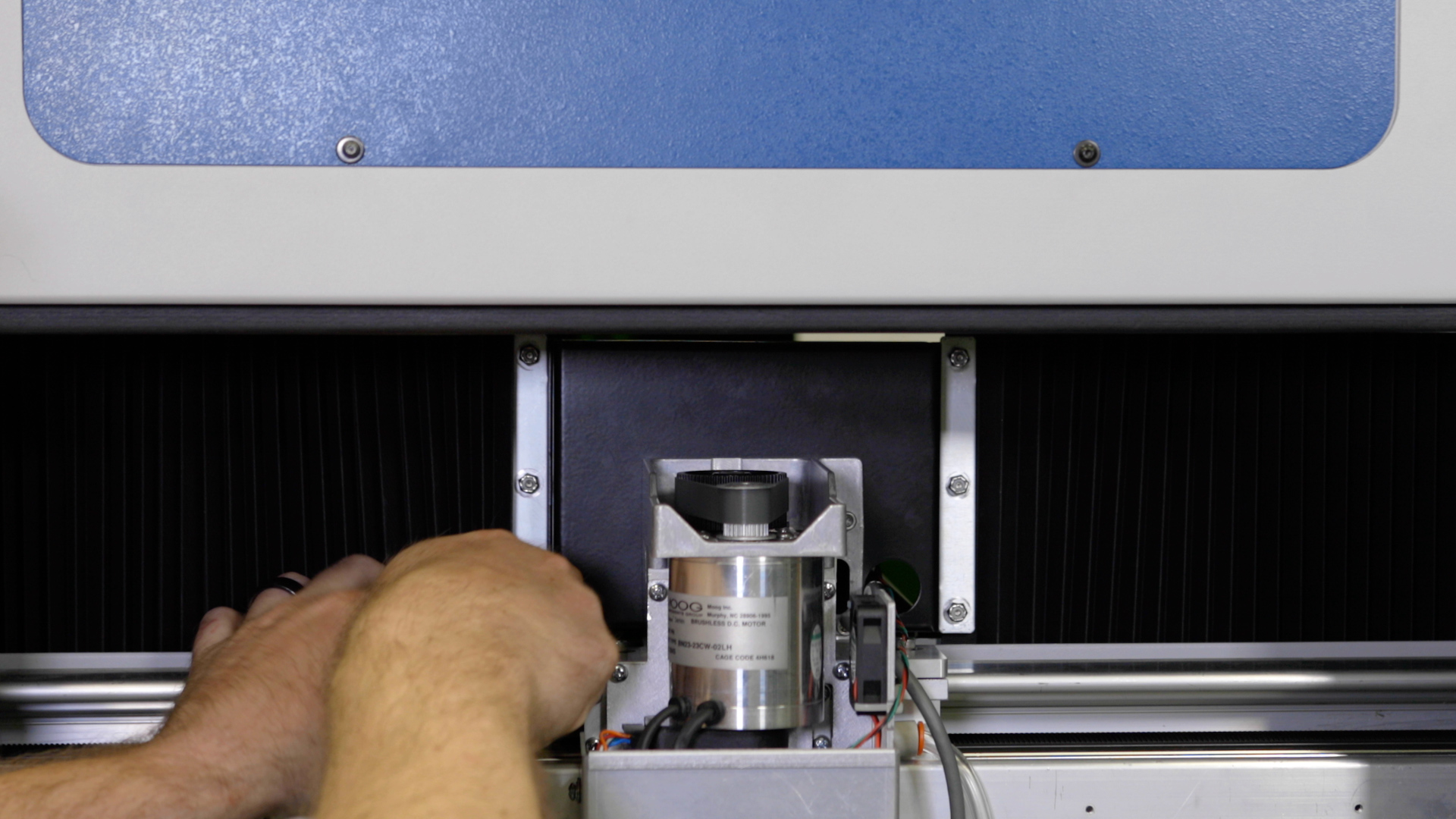
X軸アセンブリを彫刻機から右側へスライドさせて取り外し、開口部を通過する際にキャリッジアセンブリを損傷させないよう注意してください。
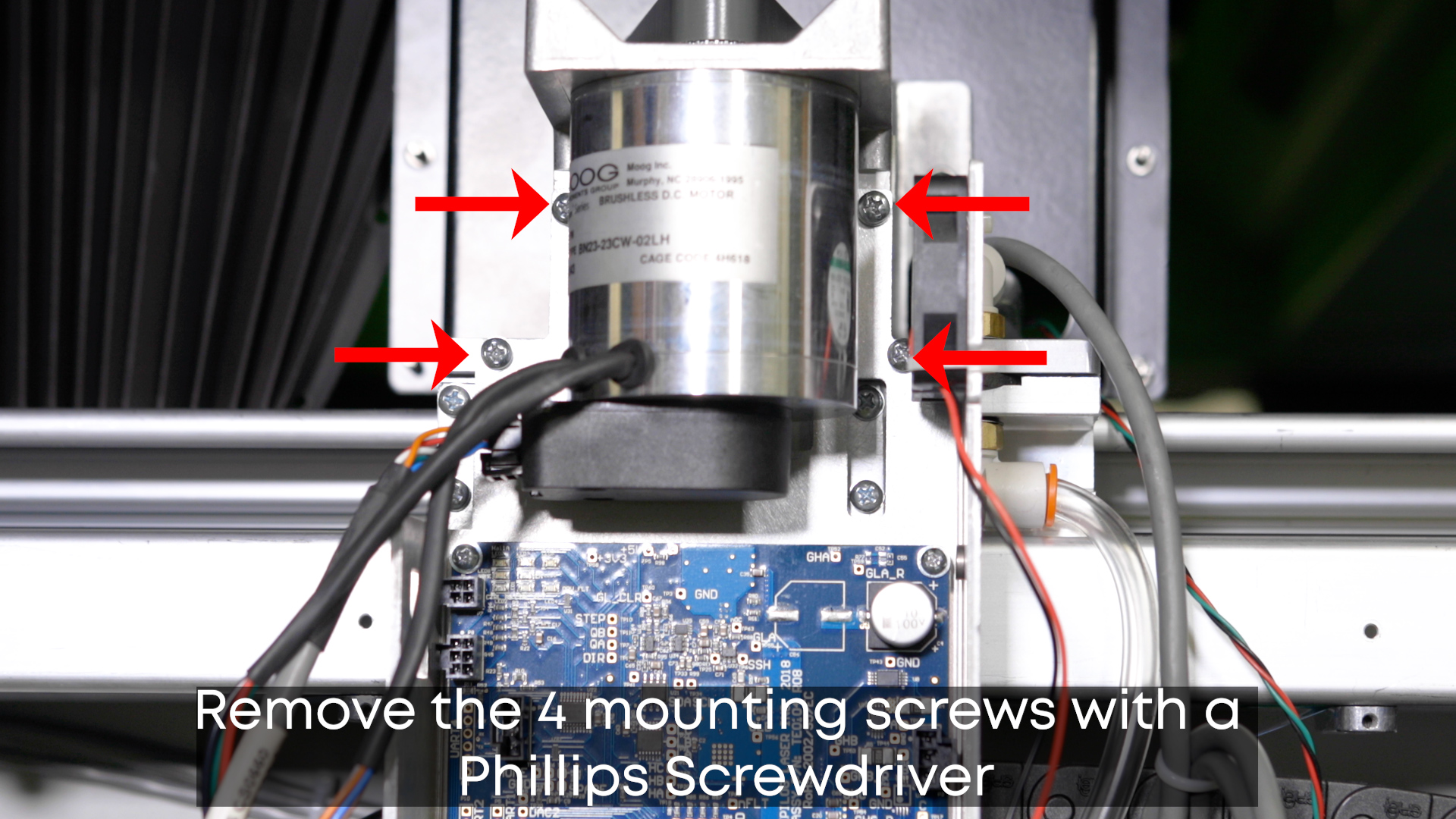
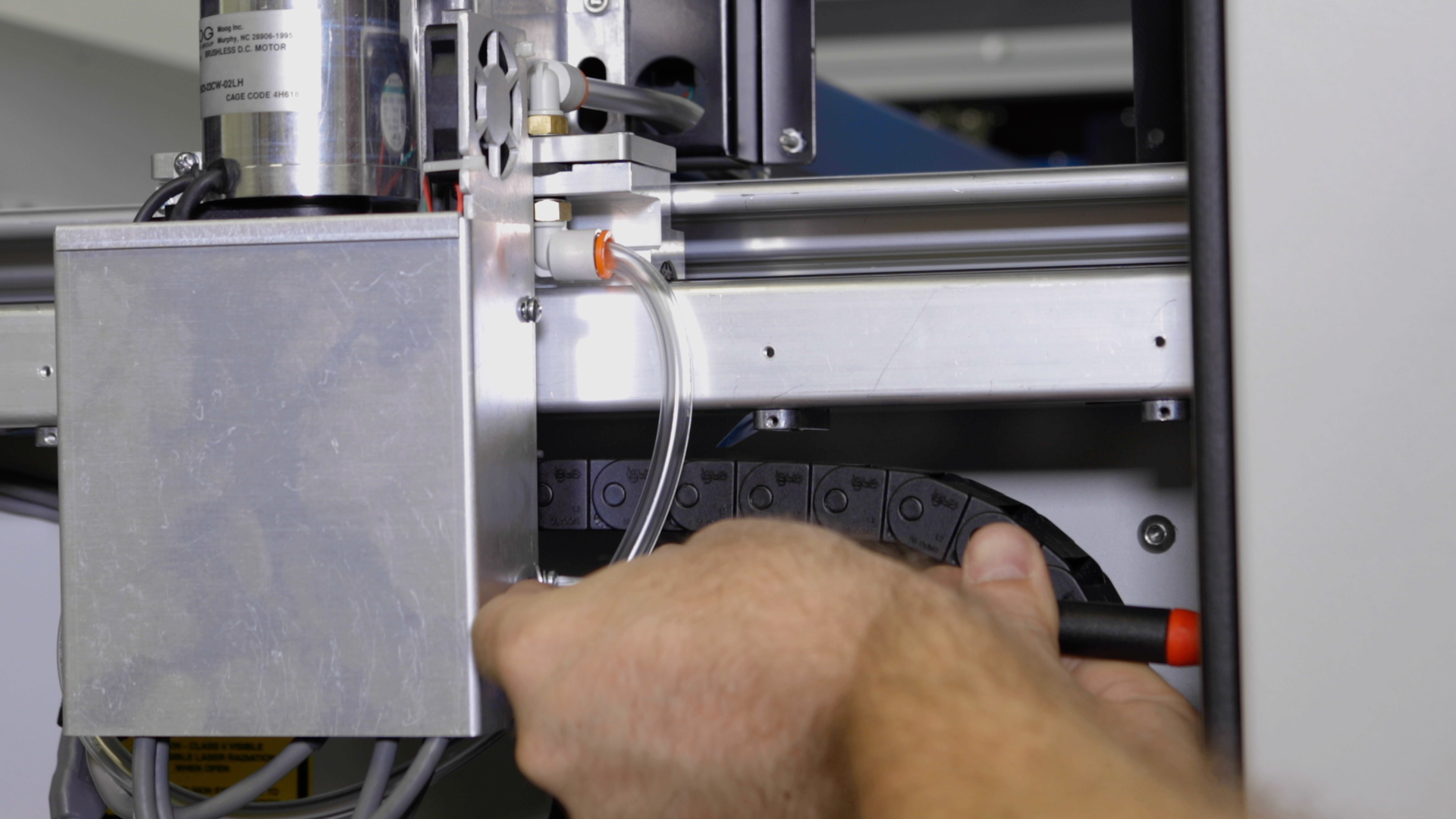
4本の2.5mm X軸モーター取付ネジを緩め、X軸モーターをX軸アセンブリの中心方向へ移動させます。
X軸減速ベルトを取り外す
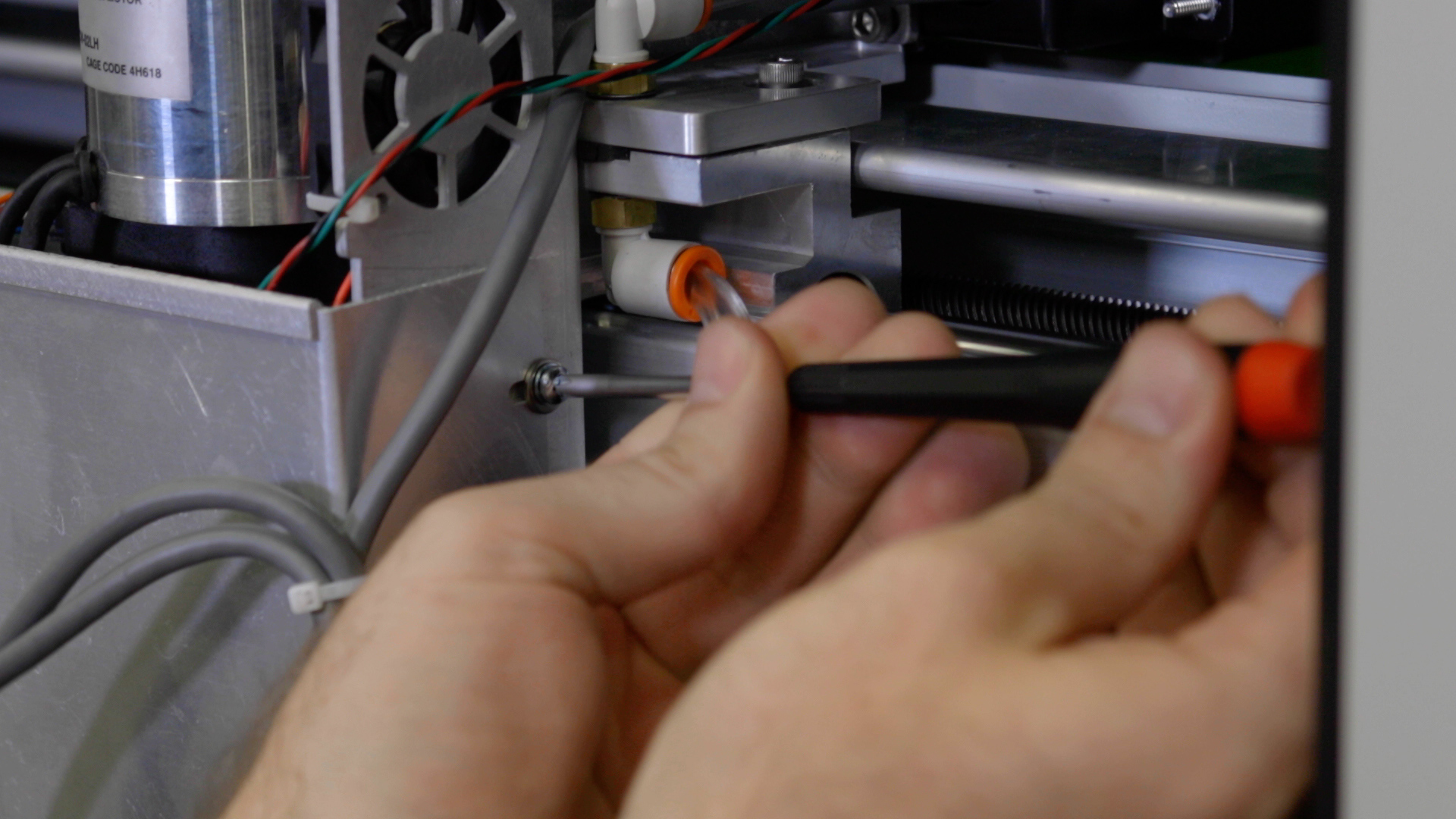
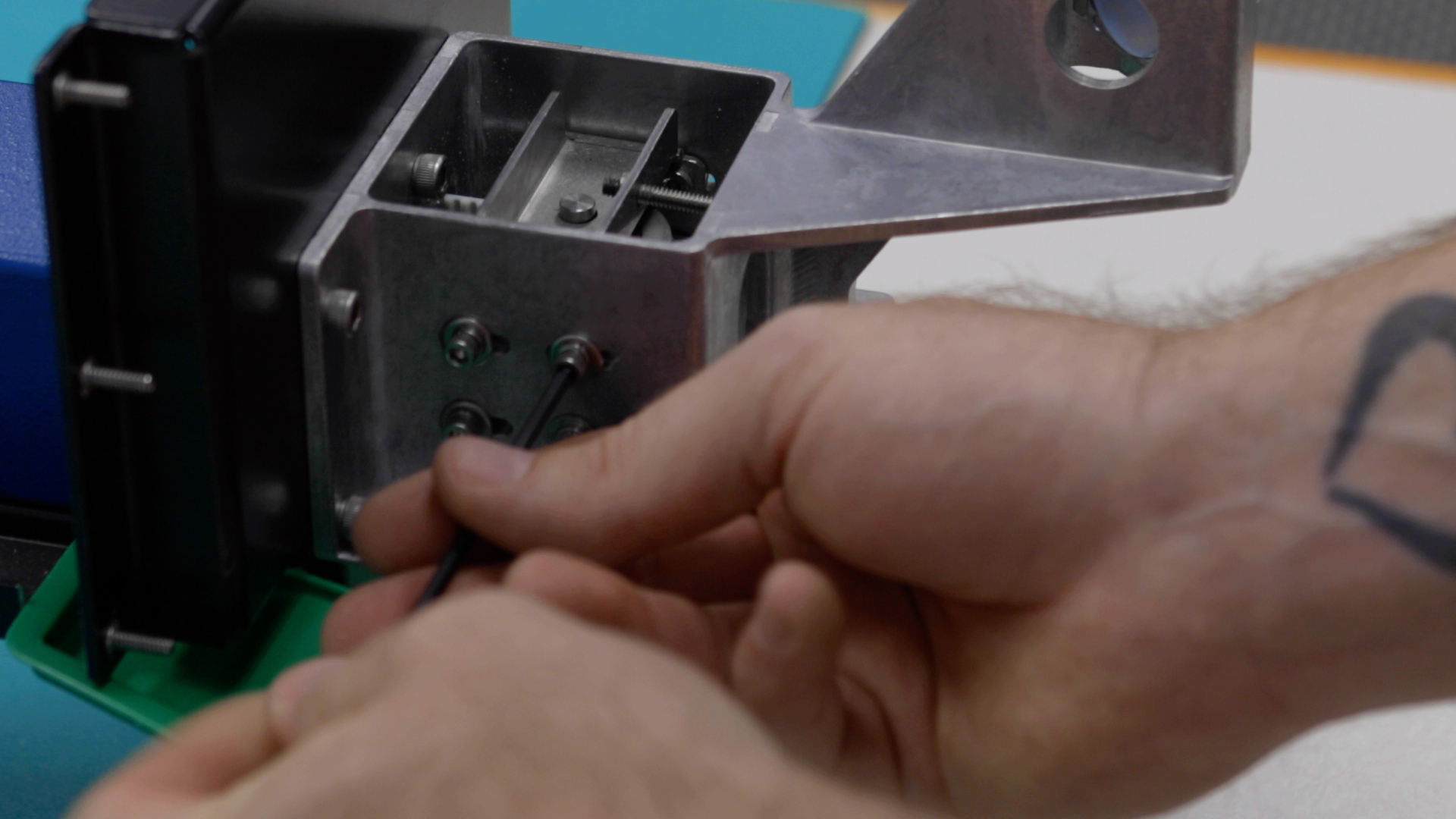
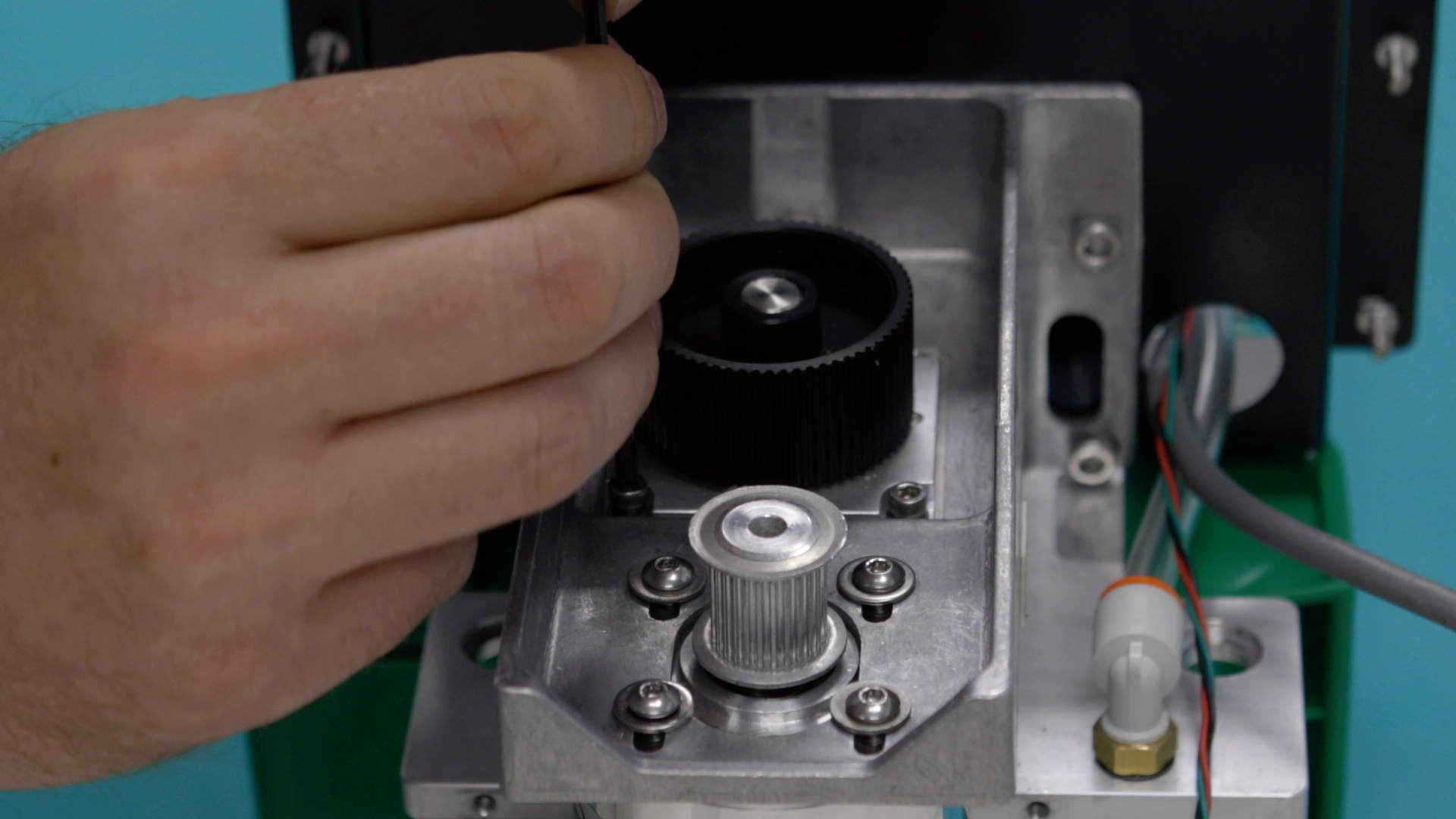
7/64インチの六角レンチを使用して、X軸減速機アセンブリを固定している4本のネジを外してください。
彫刻機の左側で、X軸アセンブリ前面にある4本の7/64インチ(約5.6mm)アイドラー取付ネジと、X軸アセンブリ後部にある4本のアイドラー取付ネジを緩めます。

アイドラアセンブリ本体の2本の7/64インチネジを緩めて、X軸ベルトの張力を取り除いてください。
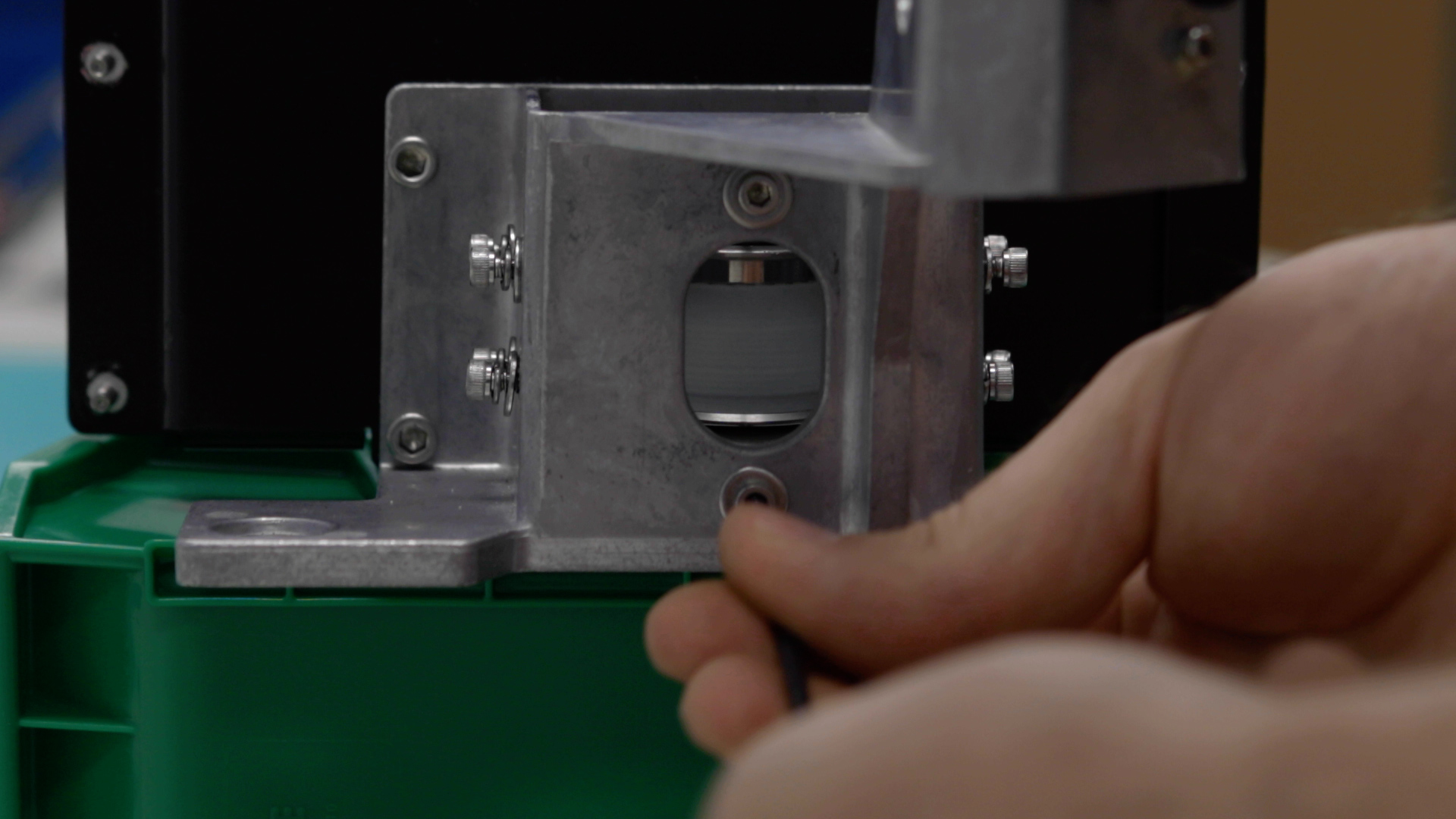
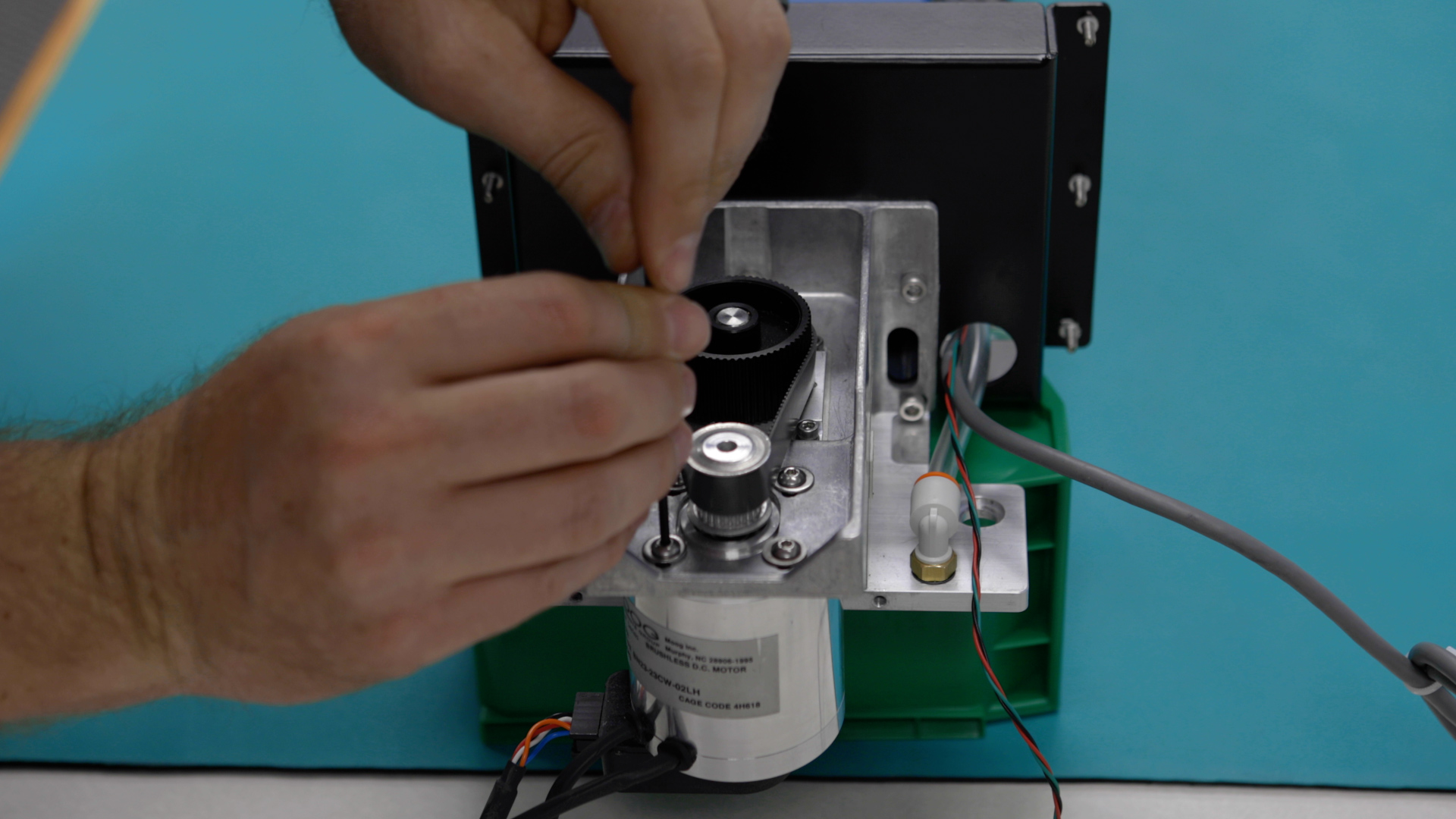
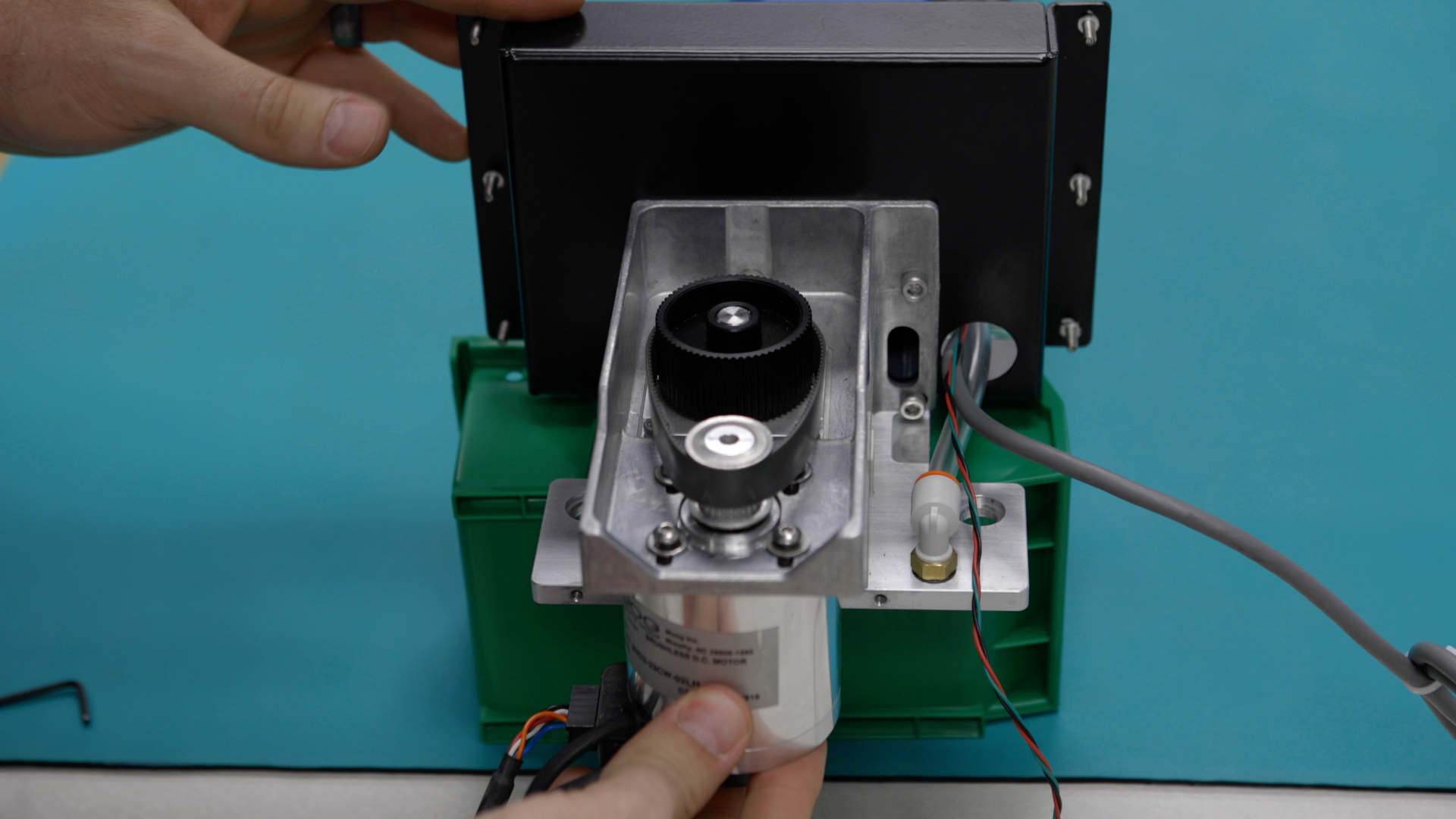
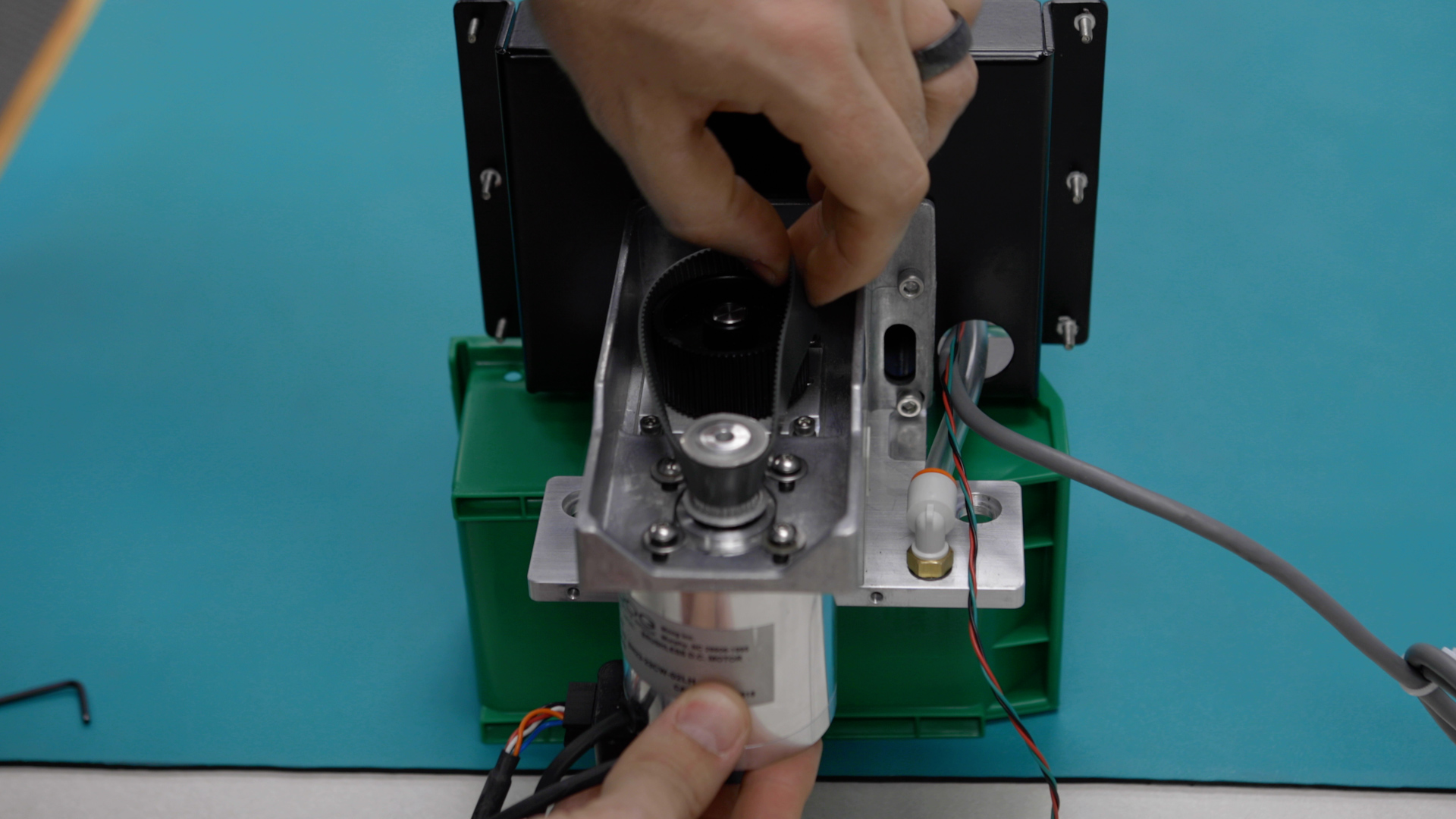
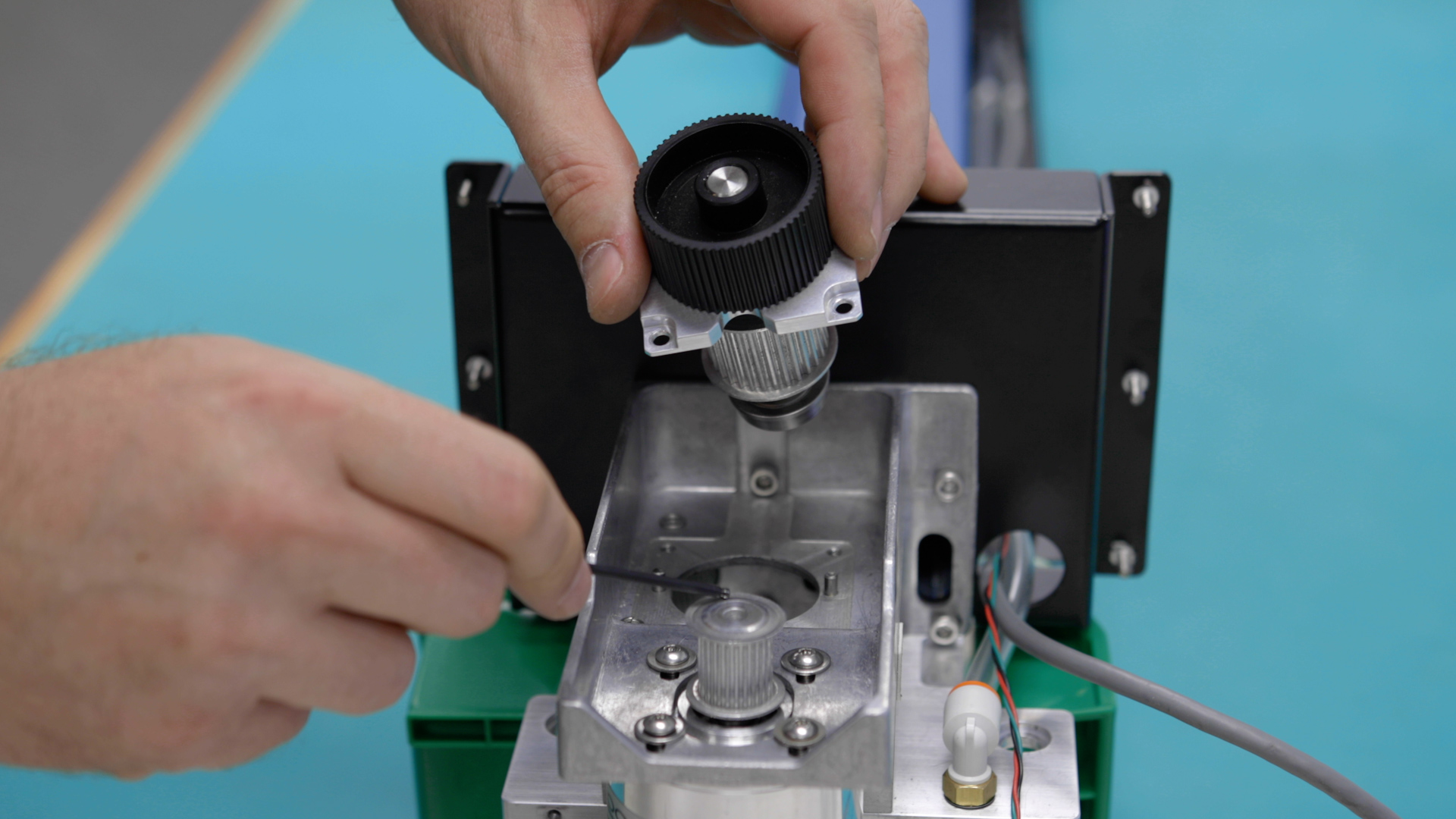
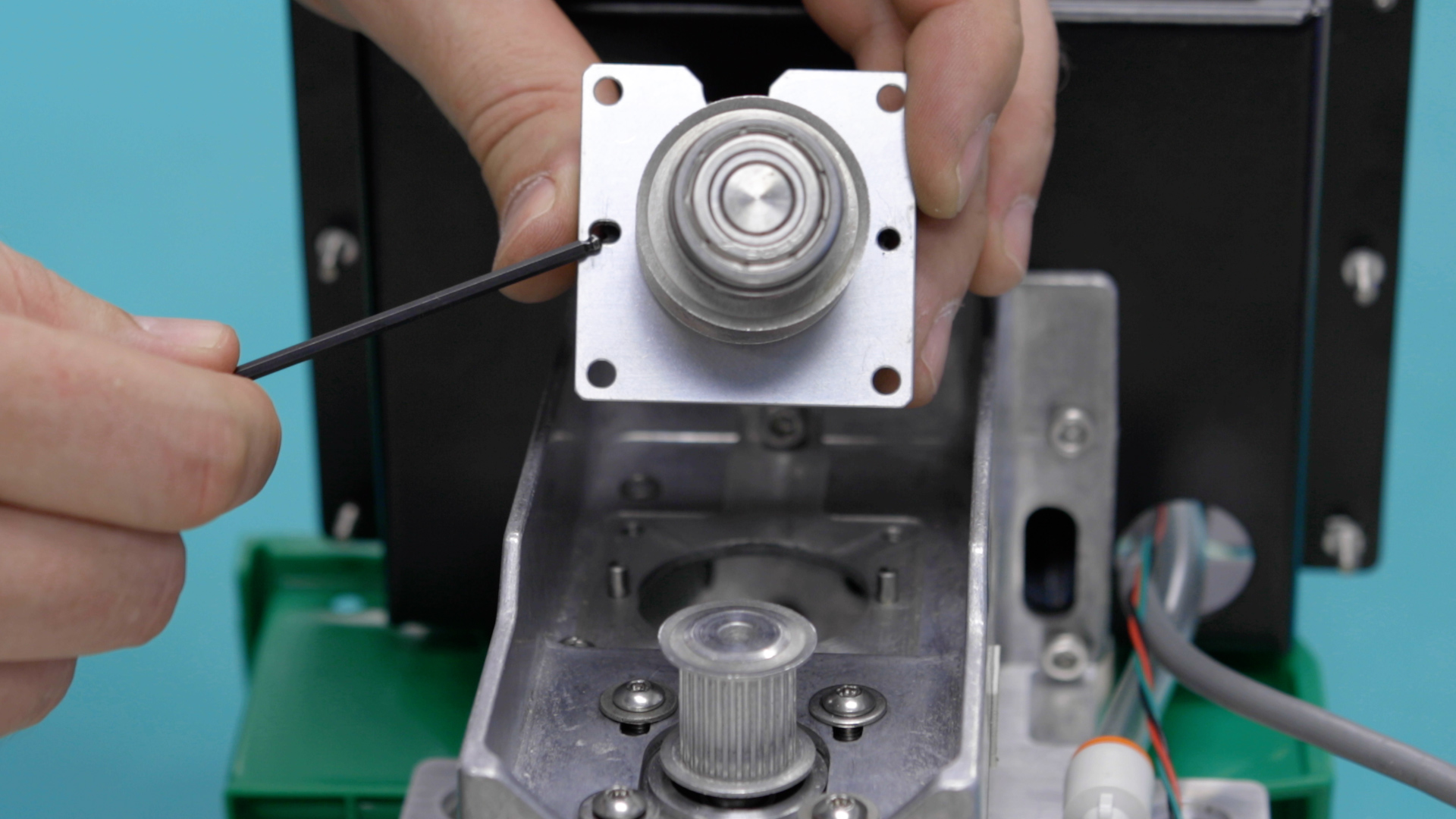
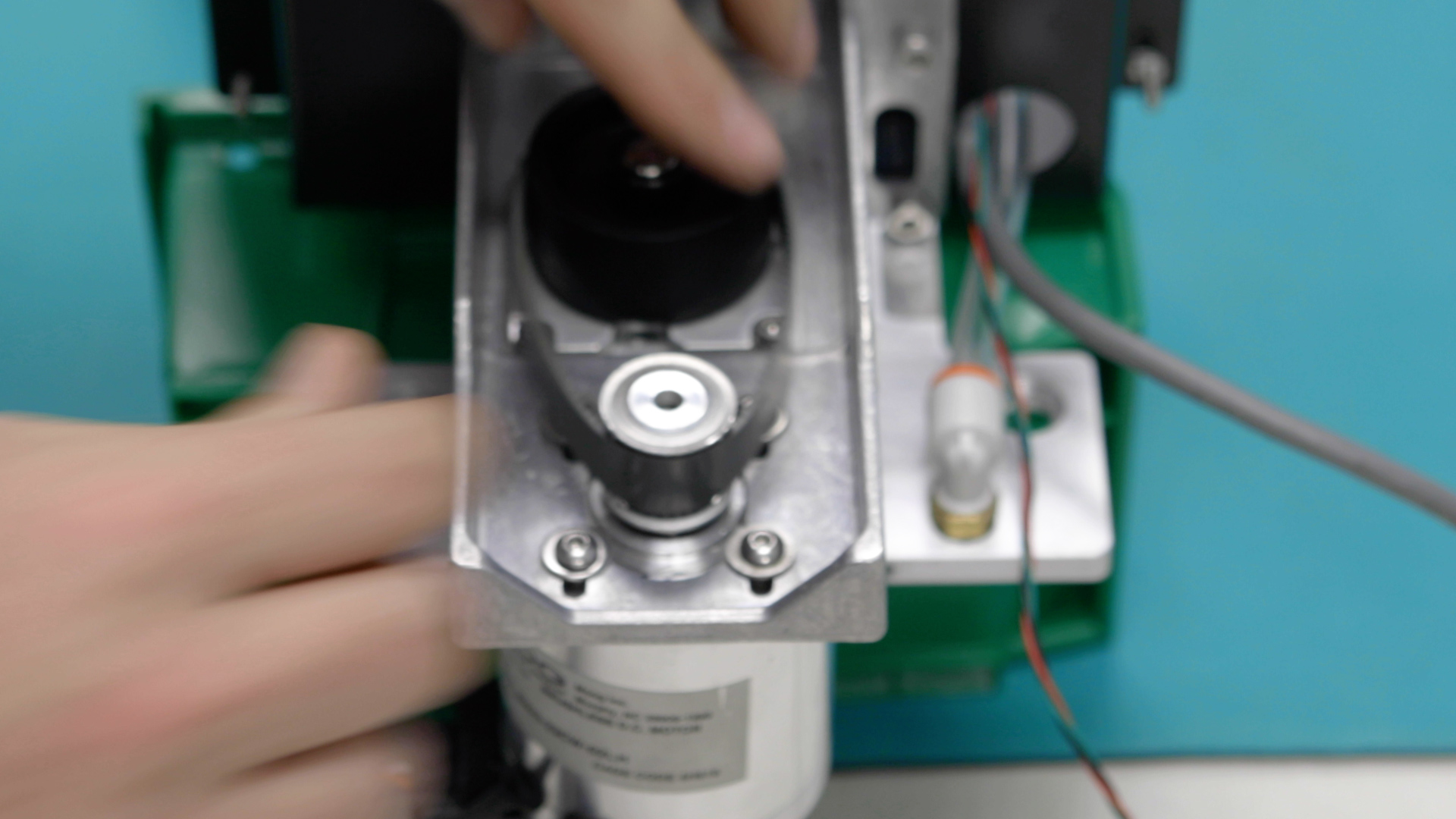
減速機/モーターハウジングからX軸減速機を取り外す。

X軸ベルトをX軸アセンブリの中心から引き離す。
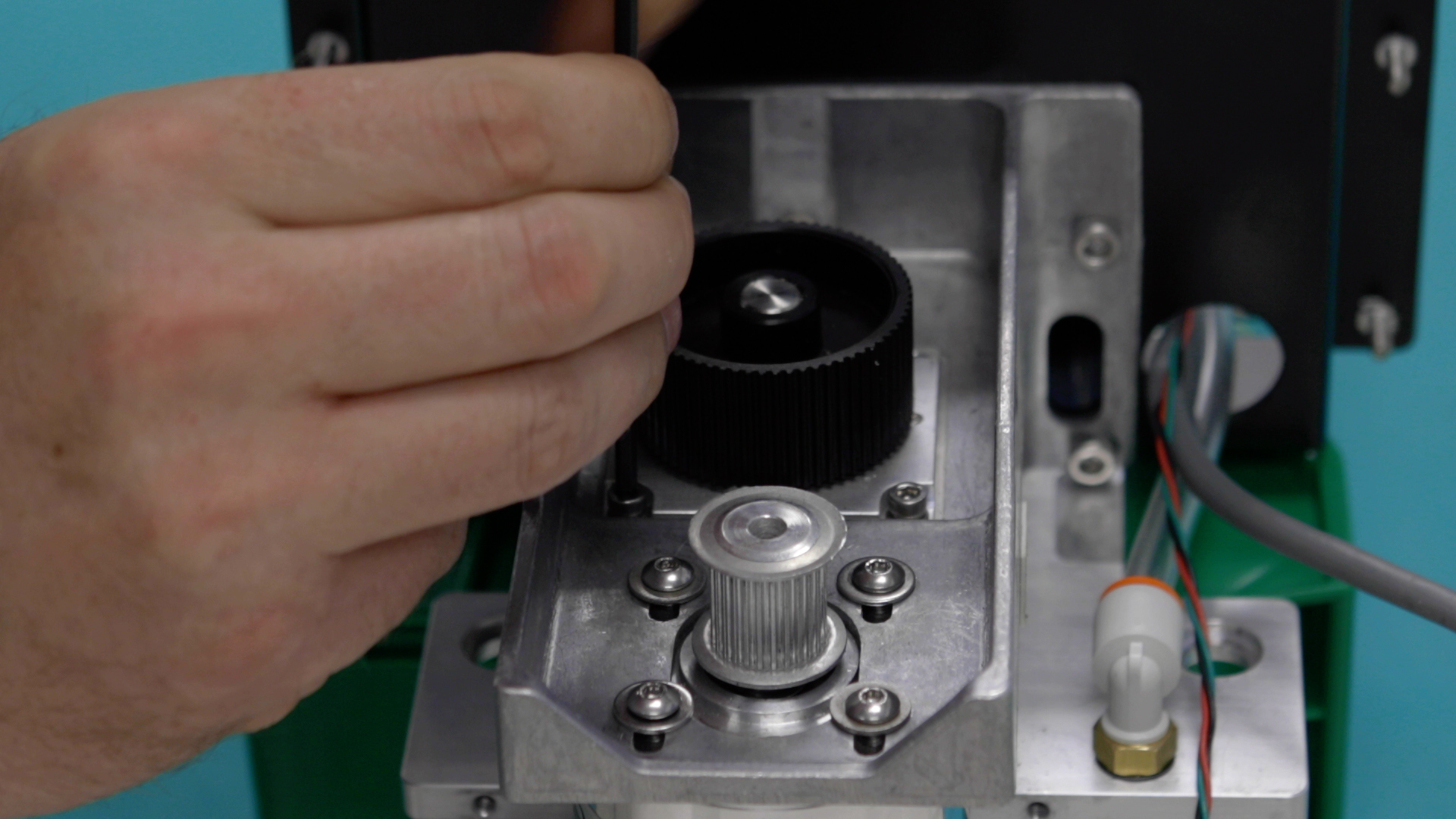
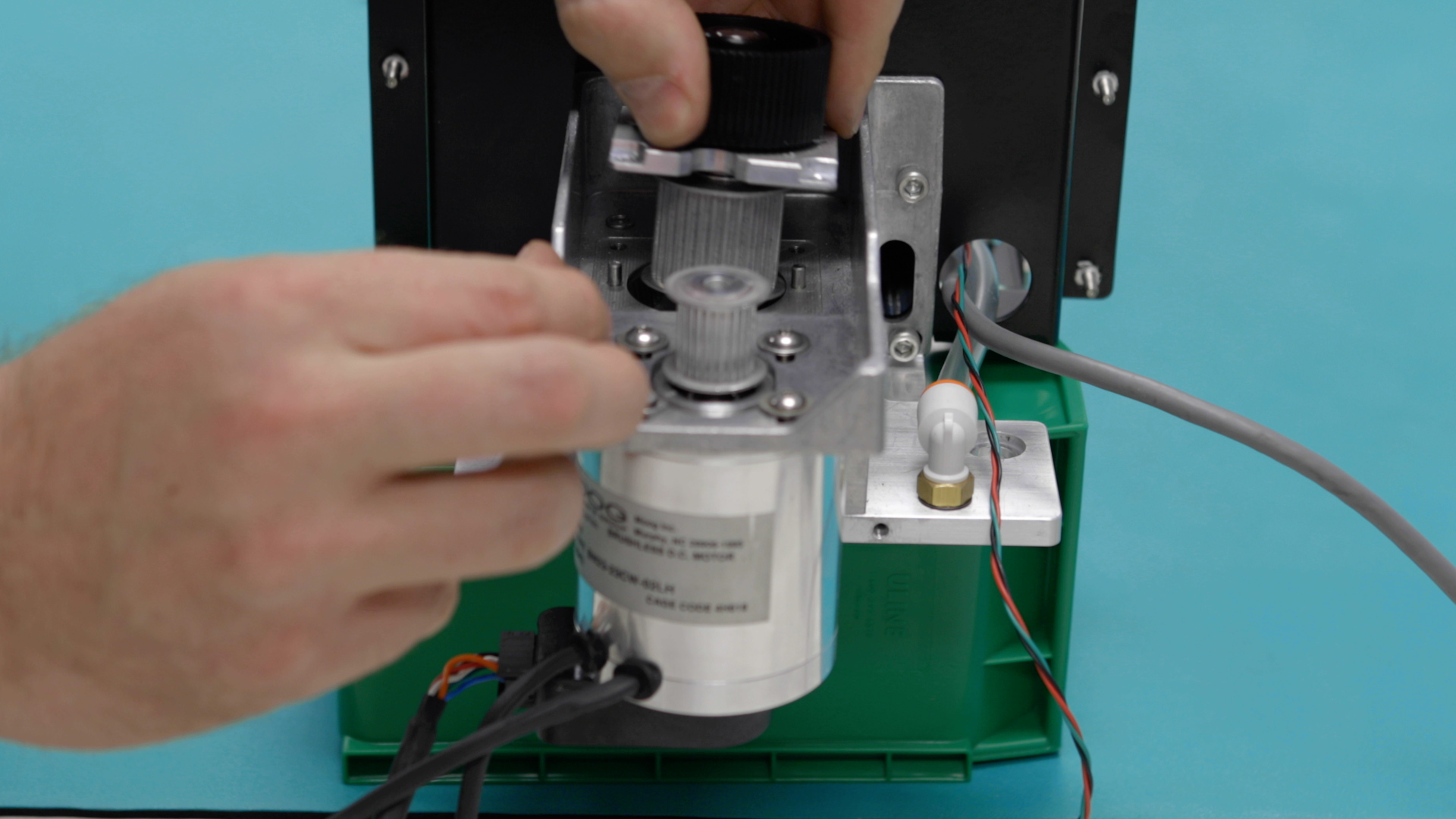
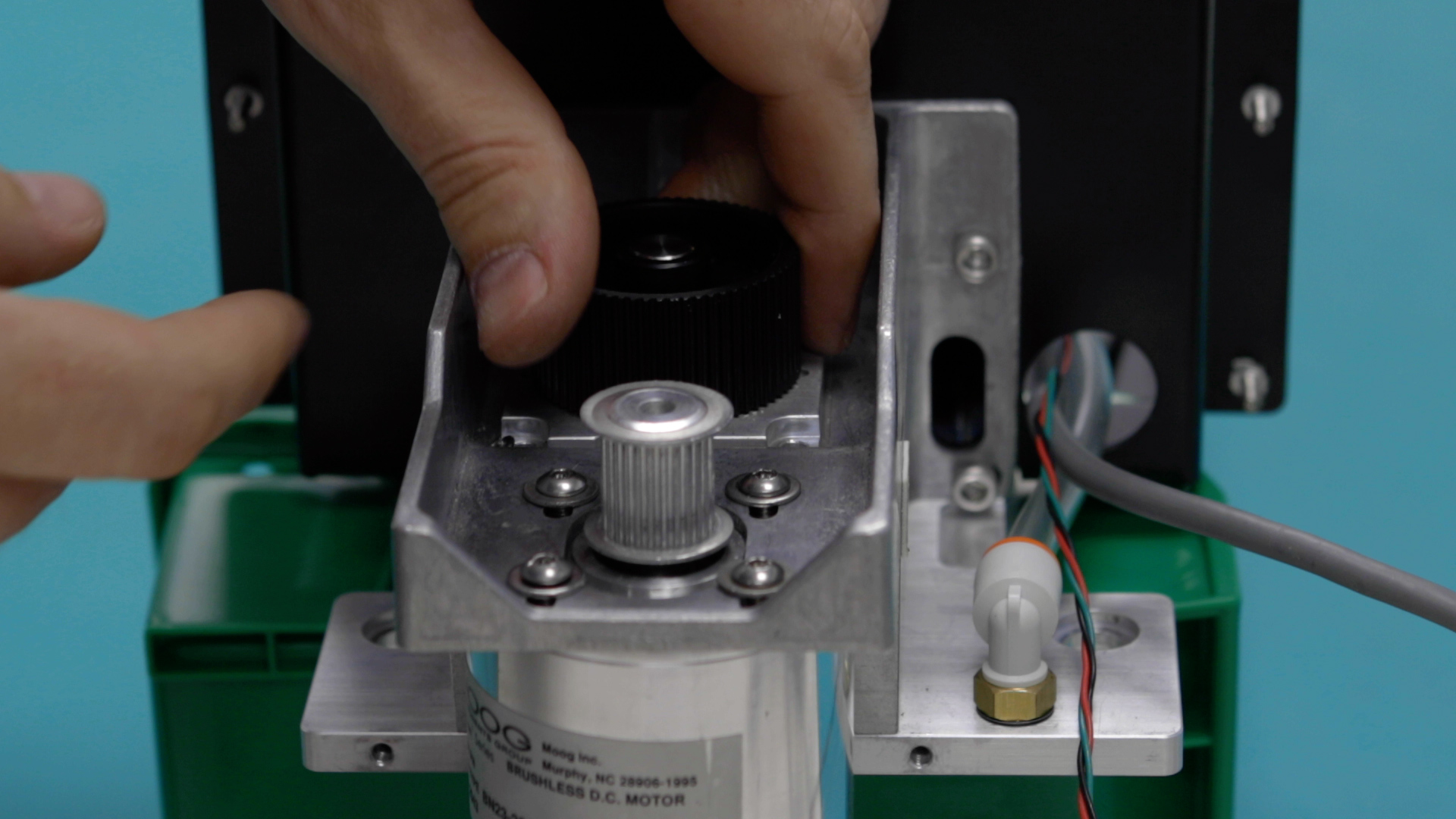
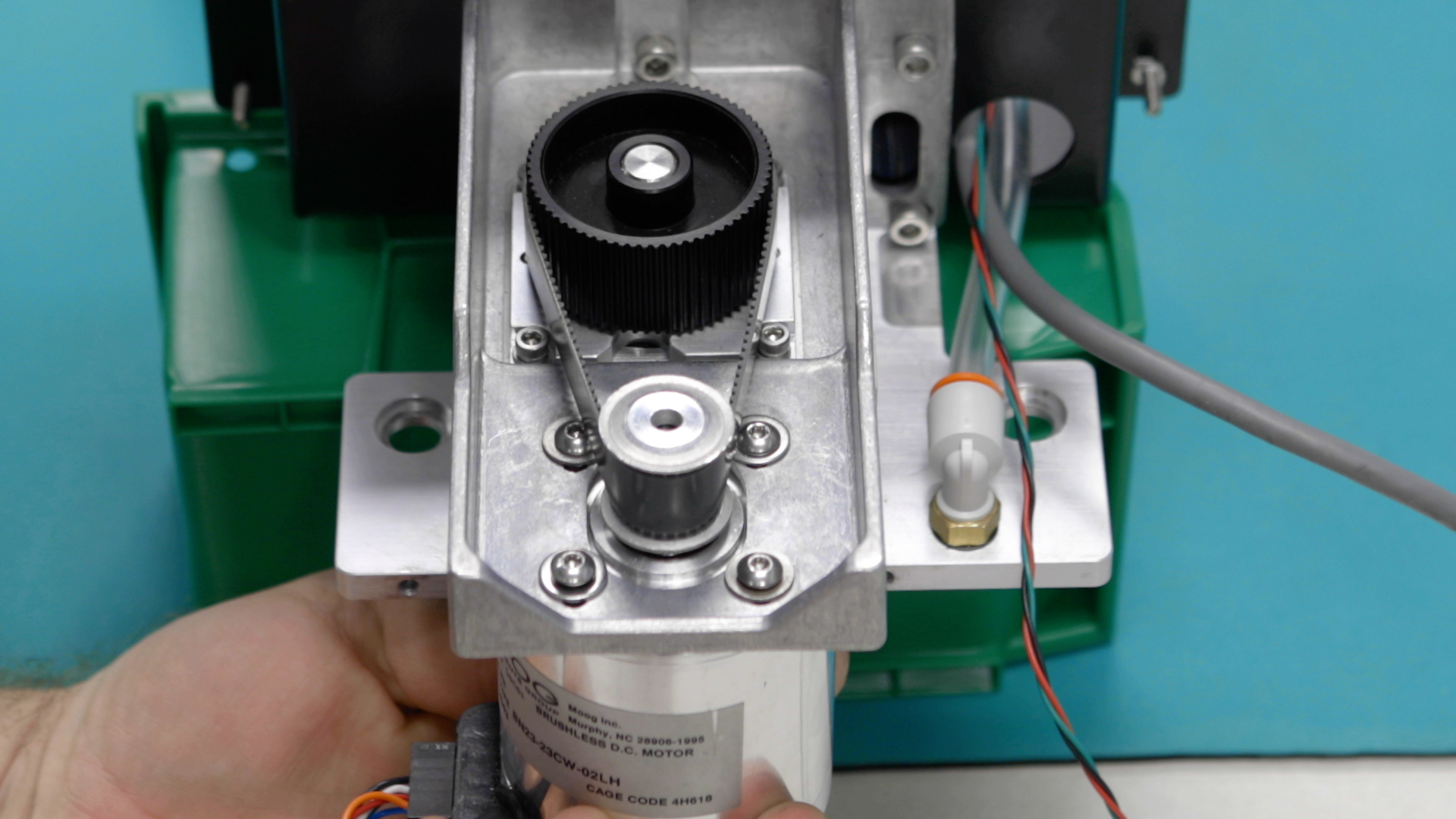
減速機アセンブリを減速機/モーターハウジングに設置してください。減速機ベースプレートの切り欠きがX軸モーター側を向いていることを確認してください。
X軸減速機アセンブリを取り付け、それをX軸アセンブリに固定する4本の7/64インチ六角ネジを締めます。
X軸減速ベルトを取り付ける
手動で減速機ドライブベルトに張力をかけるには、X軸モーターを減速機から引き離すように引っ張ってください。
減速機ベルトのたるみが除去されたら、4本の2.5mm X軸モーター取付ネジを締め付けます。
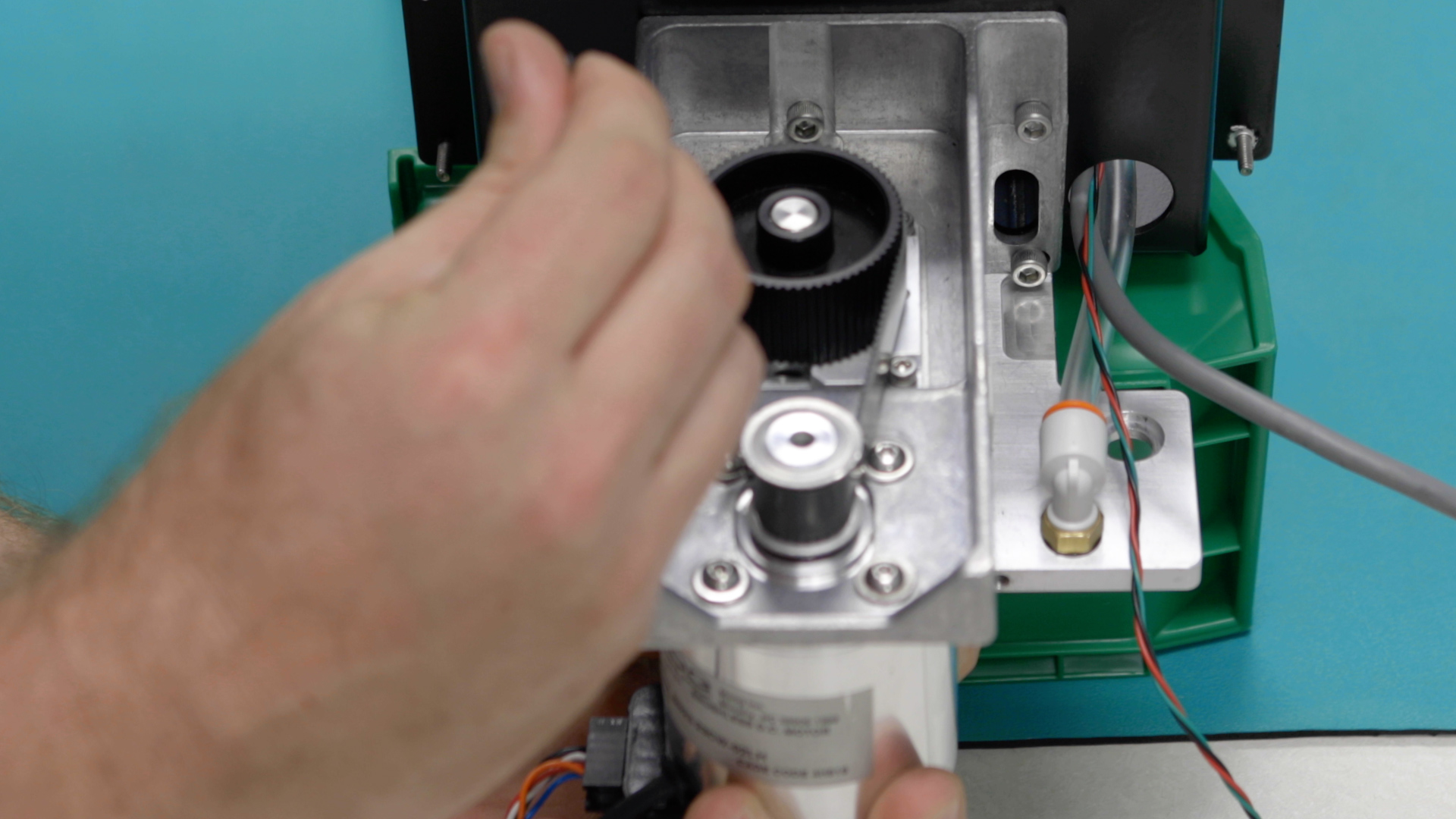
次にX軸ベルトの張力を調整します。先に緩めた2本の7/64ベルトテンション調整ネジを締め、ベルトにたるみがなくなるまで張力をかけていきます。

これでX軸アセンブリを再取り付けできます。
彫刻機の右側からX軸アセンブリを挿入し、開口部を通過する際にキャリッジアセンブリを損傷しないよう注意してください。
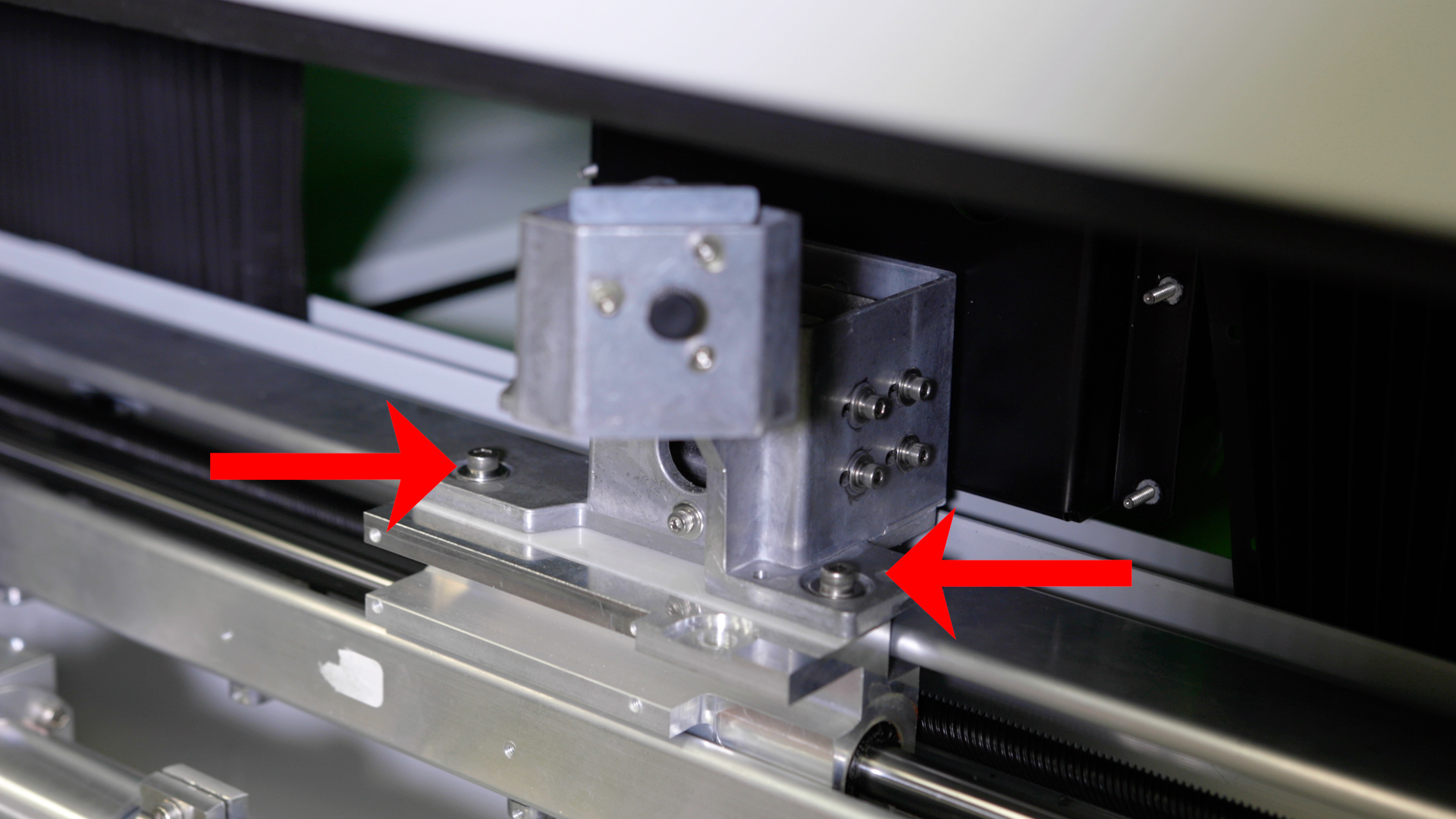
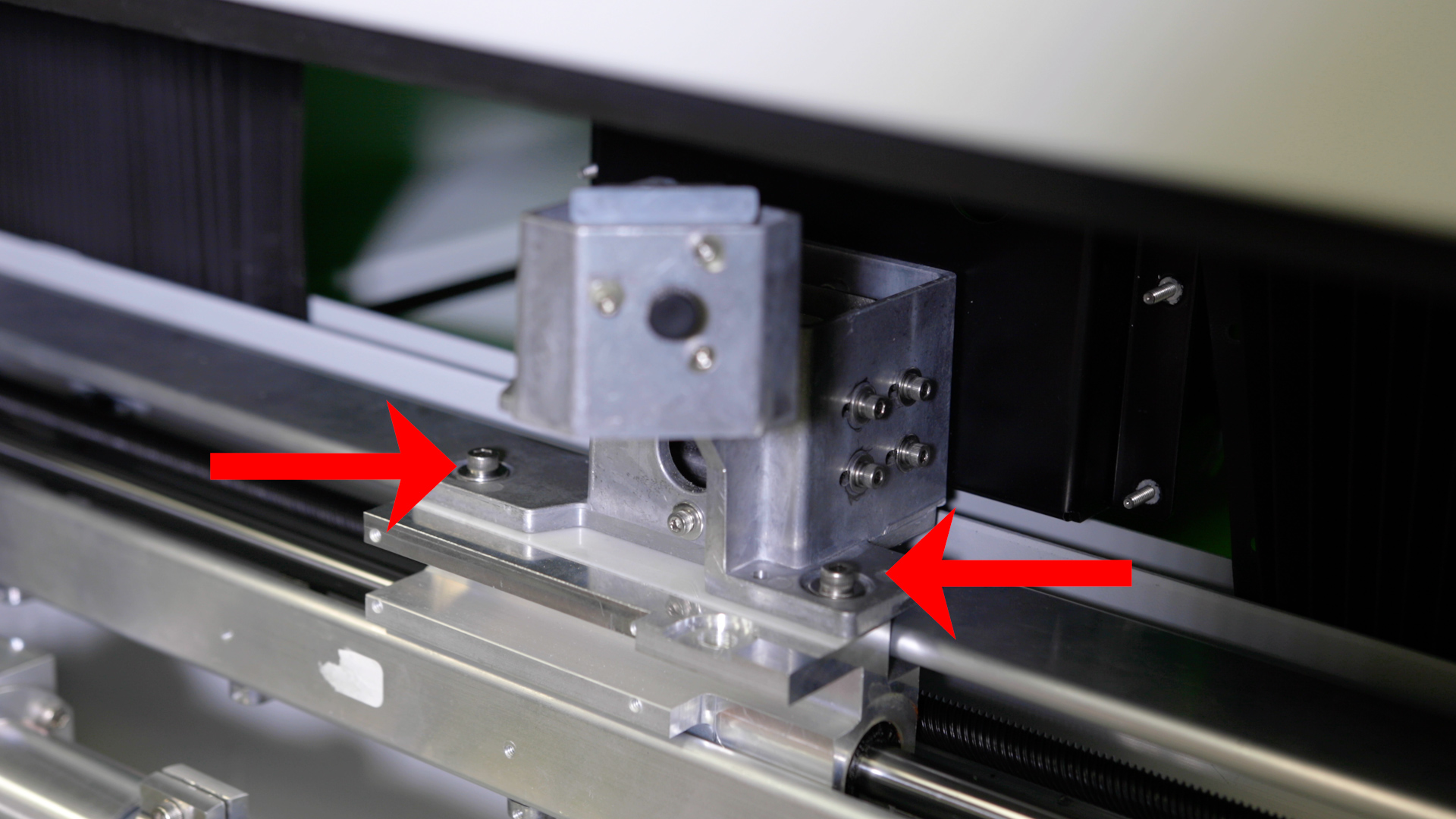
完全に挿入したら、X軸アセンブリをY軸ベアリングブロックに載せます。Y軸ベアリングブロックには位置決めピンがあり、X軸アセンブリへの正しい配置を保証します。これらのピンは、X軸アセンブリの左右両側にある開口部に嵌合します。
X軸アセンブリをY軸ベアリングに固定する4本の5/32インチ(約4mm)の締結具を取り付け、または締め付けます。右側に2本、左側に2本あります。
静電気防止リストバンドを着用し、バンドを機械の金属部分にクリップで留めてください。
ドライブボードを支えている4本の取り付けネジを、プラスドライバーで取り替えてください。
ドライブボードから7つの電気コネクタを再接続してください。ドライブボード上の電気コネクタは全て固有の形状をしており、特定のソケットにのみ接続可能です。
X軸モーター駆動基板カバーを元に戻し、固定している4本のネジを締めてください。
機械の両側にある左右のベローズを再接続し、それらを固定している6つの5/16インチナットを締め付けます。
レンズチューブを、それを固定する保持カラーのプラスネジを締め付けて取り付け、落下しないようにしてください。
プラグを差し込み、機械の電源を入れてください。


新しいX軸アセンブリの取り付け後、原点が正確であることを確認し、必要に応じて再校正してください。
プラグを差し込み、機械の電源を入れてください。
たるみが除去されたら、彫刻テストを実行する必要があります。
プラグを差し込み、機械の電源を入れてください。
お好みのイラストレーションソフトを開き、アートボード上に以下の仕様の黒いラスターボックスを作成してください:
- • Pro 48用:幅46インチ(1100mm)
- • Pro 32用:幅30インチ(800mm)
- • 高さ約4インチ(100mm)
速度を100%に設定してください。電源設定は重要ではありません。機械の蓋を開けた状態でジョブを実行し、レーザーは発射されないためです。
彫刻業者に仕事を送り、作業を開始する。
表示パネルで、画面右上隅にある歯車アイコンを押すと、設定メニューが開きます。
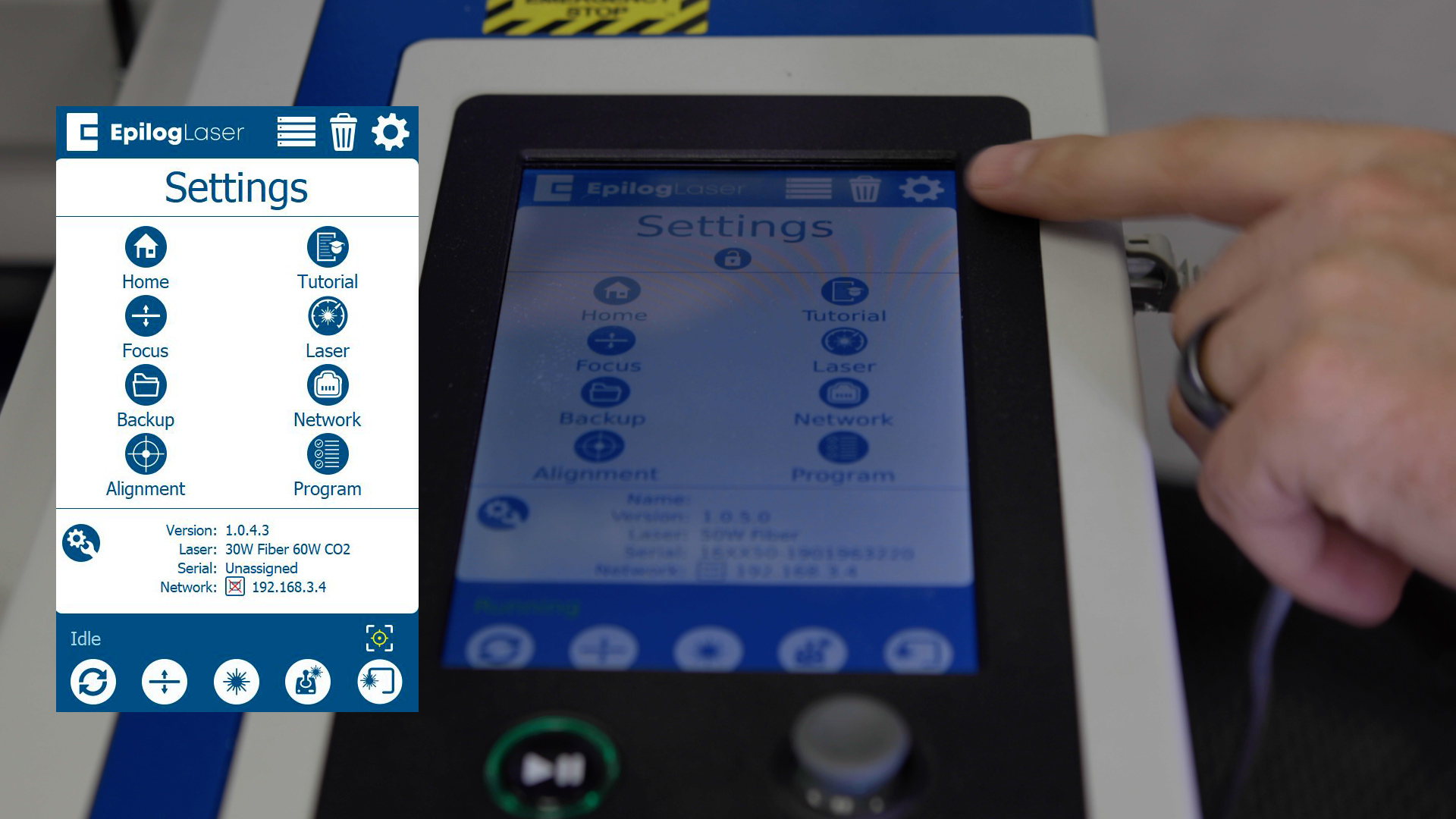
タッチパッドをタッチすると表示される「設定」という文字を長押しすると、詳細設定メニューにアクセスできます。

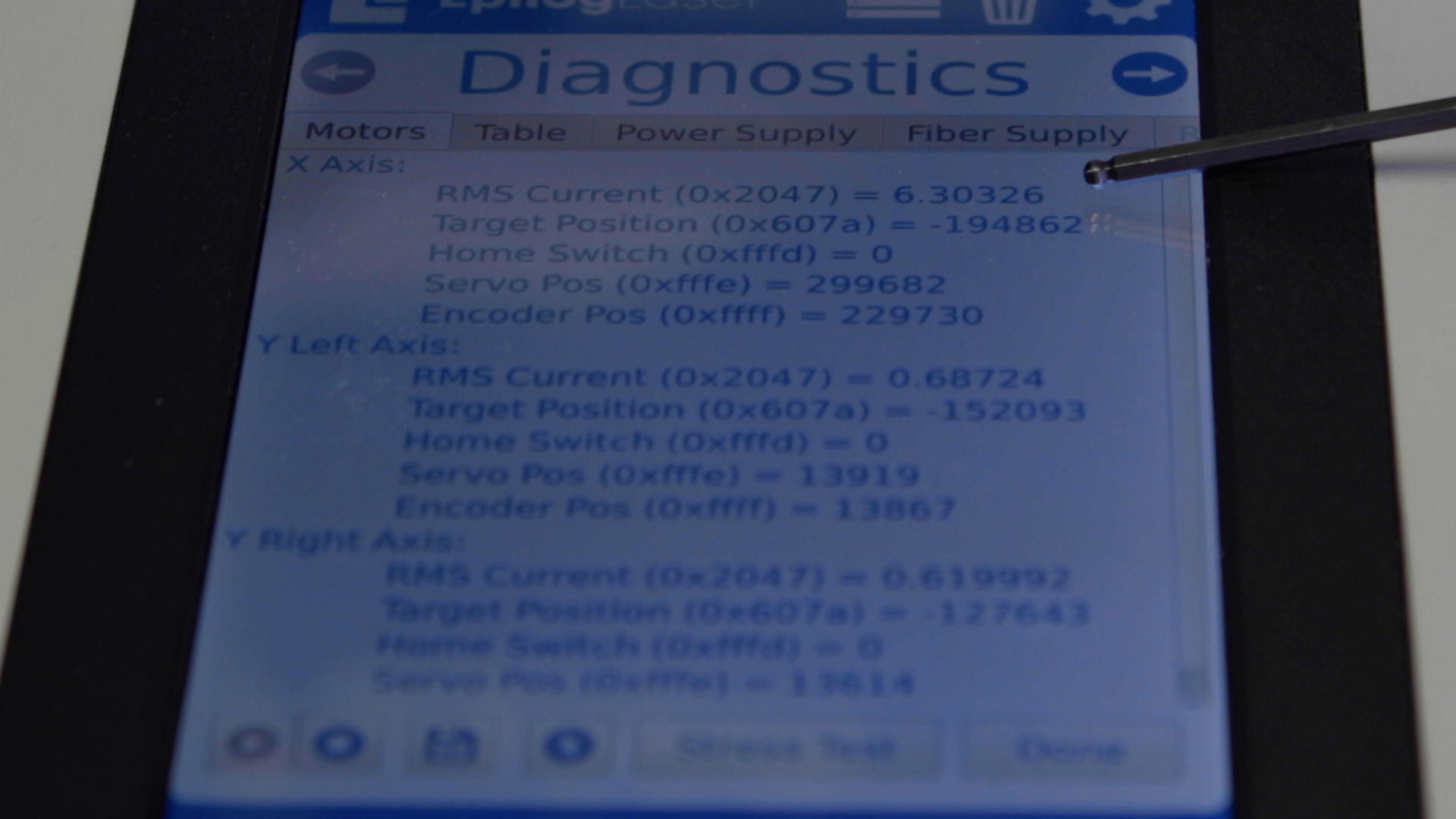
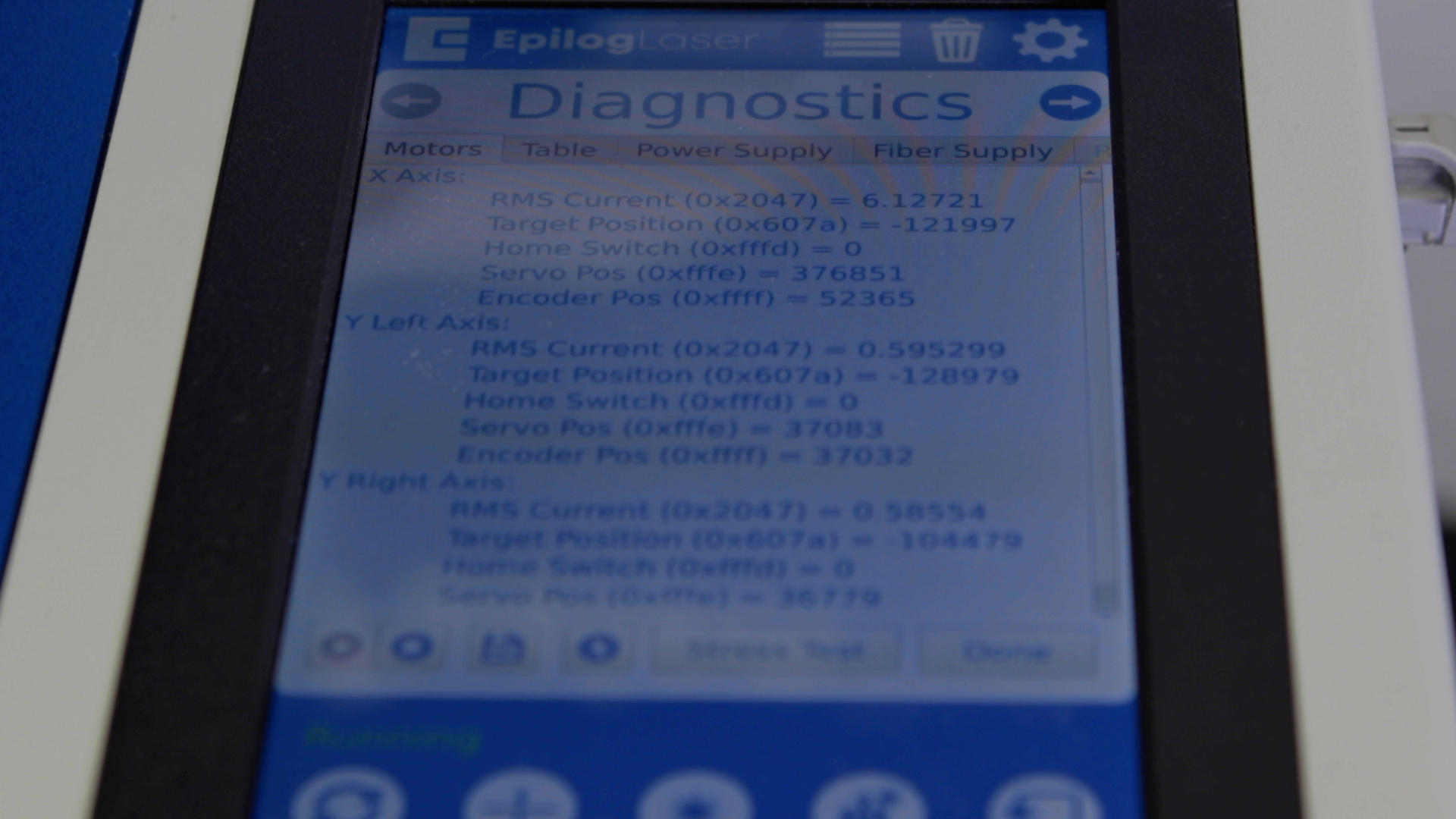
詳細設定メニューに入ったら、診断メニューに入り、X軸モーター/ドライブのRMS電流値を確認してください。

ジョブ実行中は、X軸モーターのRMS電流が5.2~6.2Aの範囲内である必要があります。
RMS電流がこれより低い場合、作業を一時停止し、X軸アイドラアセンブリの2本の7/64インチテンショナースクリューを締め付けてX軸ベルトの張力を増加させてください。
RMS電流がこれより高い場合は、作業を一時停止し、X軸アイドラアセンブリの2本の7/64インチテンショナースクリューを緩めてX軸ベルトの張力を下げてください。
最適なRMS電流値が得られたら、X軸アセンブリ前部の4本の7/64インチアイドラー取付ネジと、X軸アセンブリ後部の4本の7/64インチアイドラー取付ネジを締めてください。


彫刻機の左右両パネルを交換してください。


Fusion Proの減速機駆動装置の交換が完了しました。