
Wenn Sie ständig die Geschwindigkeit reduzieren und die Leistung erhöhen müssen, kann dies auf eine geringe Laserleistung hindeuten. Dieses Dokument hilft Ihnen dabei, eine Laserröhre mit geringer Leistung an einer 17000 Maker-, Edge- oder Pro-Maschine zu identifizieren.
Checkliste
- Optik
- Ausrichtung
- Fokus
Referenzgravur
-
Laden Sie die folgende Beispieldatei herunter.
-
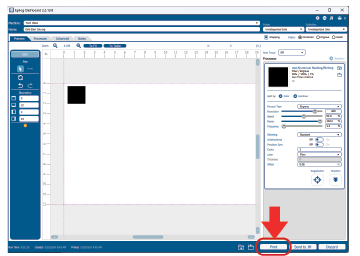
Öffnen Sie die Datei und senden Sie sie an das Epilog-Dashboard.
-
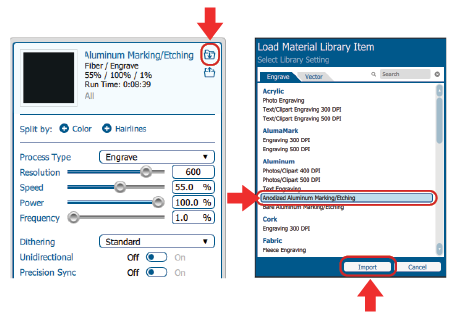
Importieren Sie die Einstellung für eloxiertes Aluminium aus der Materialbibliothek.
-
Senden Sie die Datei an den Laser.
-
Legen Sie ein Stück eloxiertes Aluminium mit einer Dicke von 0,025 Zoll in die obere linke Ecke der Maschine ein.
-
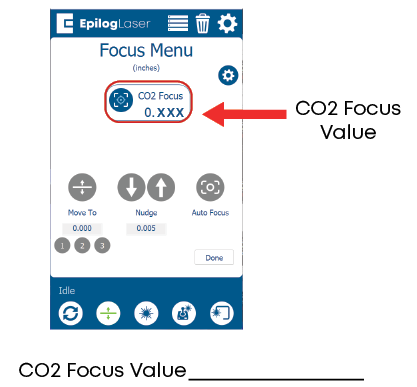
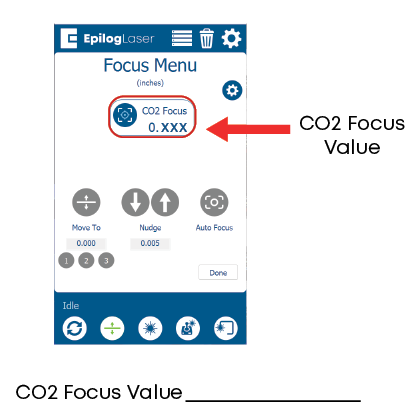
Stellen Sie die Tischhöhe mit der manuellen Fokussierlehre ein und notieren Sie den CO2 , der auf dem Laser-Display angezeigt wird.
-
Schließen Sie alle Türen und Klappen.
-
Führen Sie den Auftrag aus und speichern Sie die Gravur als Referenz für diesen Vorgang.
-
Beschriften Sie die Gravur, um Ihren Fortschritt besser verfolgen zu können.
Hinweis: Wenn Ihr CO2 über 0,04" oder unter 0,01" liegt, fahren Sie mit dem Abschnitt „Fokus überprüfen“ in diesem Dokument fort.
Überprüfung der Transportoptik
Ausführliche Anweisungen zu diesen Schritten finden Sie unter den folgenden Links.
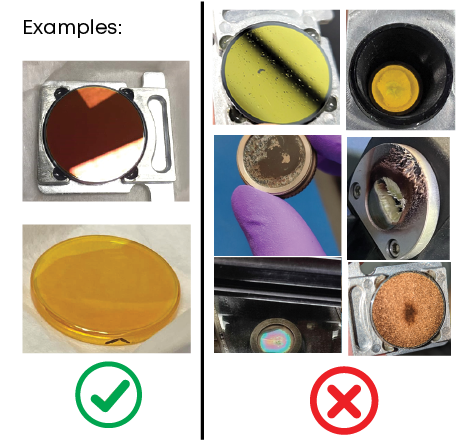
Hinweis: Die Optik sollte sauber und frei von Verschmutzungen sein. Verfärbte oder beschädigte Optiken sollten ersetzt werden.
-
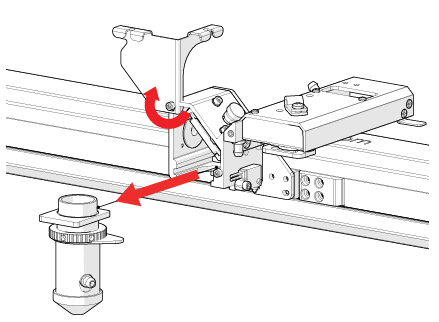
Entfernen Sie die Linsenbaugruppe. Reinigen Sie beide Seiten der Linse und überprüfen Sie sie auf Beschädigungen.
-
Entfernen Sie den Spiegelhalter. Reinigen Sie ihn und überprüfen Sie ihn auf Beschädigungen.
-
Spiegel und Linse wieder einbauen.
-
Führen Sie den Referenzgravur-Auftrag erneut aus. Wählen Sie einen neuen, unbenutzten Bereich des eloxierten Aluminiums für die zweite Gravur aus.
-
Vergleichen Sie die Gravur aus diesem Abschnitt mit der ursprünglichen Gravur.
Verbesserung:
- Die geringe Leistung wurde behoben.
- Befolgen Sie die nachstehenden Anweisungen zur Reinigung der Optik.
- Nach der vollständigen Reinigung der Optik die Testgravur wiederholen.
Keine Verbesserung:
- Fahren Sie mit dem nächsten Abschnitt fort.
Ausrichtung überprüfen
-
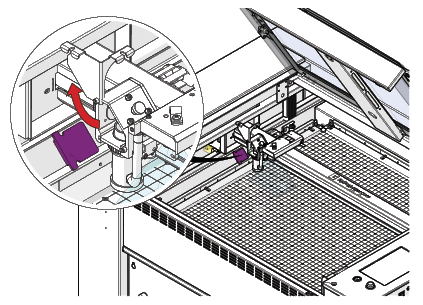
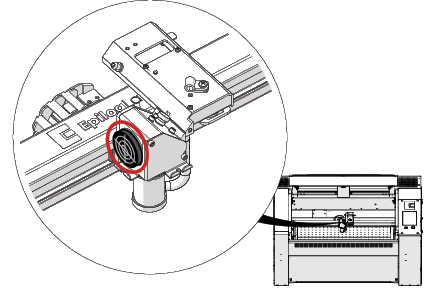
Installieren Sie das Ausrichtungsziel in den Schlittenkopf.
-
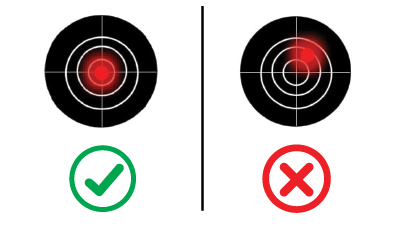
Bewegen Sie den Schlitten nach links oben (Ausgangsposition). Schalten Sie den roten Punktzeiger ein. Vergewissern Sie sich, dass sich der rote Punkt innerhalb des mittleren Rings des Ziels befindet.
-
Bewegen Sie den Schlitten nach rechts unten. Vergewissern Sie sich, dass sich der rote Punkt innerhalb des mittleren Rings des Ziels befindet.
-
Kleben Sie ein Stück Klebeband über das Ausrichtungsziel.
-
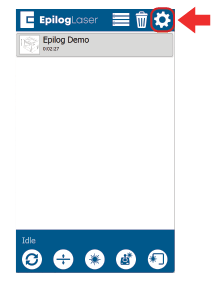
Klicken Sie auf das Zahnrad-Symbol oben rechts auf dem Display.
-
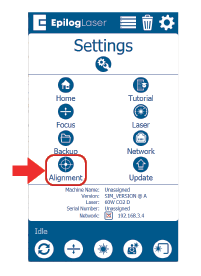
Ausrichtung auswählen.
-
Stellen Sie sicher, dass alle Türen und Abdeckungen geschlossen sind. Wenn die verriegelten Türen nicht geschlossen sind, wird der Laser nicht ausgelöst.
Hinweis: Der Schlitten sollte sich für Schritt 8 in der unteren rechten Ecke befinden.
Warnung: Achten Sie darauf, das Zielobjekt nicht zu verbrennen. Überprüfen Sie das Zielobjekt regelmäßig. Entfernen Sie das Zielobjekt nach Beendigung des Vorgangs.
-
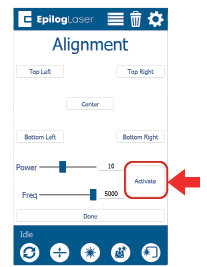
Erzeugen Sie eine Brandspur, indem Sie auf die Schaltfläche „Aktivieren“ tippen und auf eine Brandspur auf dem Band achten.
Hinweis: Wenn der rote Punkt und die Brandspur nicht übereinstimmen, folgen Sie diesem Link zum vollständigen Ausrichtungsverfahren.
Verbesserung:
- Wenn Sie Anpassungen an der Ausrichtung vorgenommen haben, führen Sie den Testgravur durch.
- Vergleichen Sie die Gravuren.
- Die geringe Leistung wurde behoben.
Keine Verbesserung:
- Fahren Sie mit dem nächsten Abschnitt fort.
Fokus überprüfen
Das Ziel dieses Abschnitts ist es, zu überprüfen, ob die Brennweite richtig eingestellt ist. Dazu wird ein Auftrag ausgeführt und die Tabelle angepasst, um die hellste Markierung zu finden. Es gibt spezifische Schritte für Maschinen mit einer oder zwei Quellen.
-
Senden Sie die Referenzgravurdatei mit den Einstellungen für eloxiertes Aluminium an die Maschine.
-
Legen Sie ein Stück eloxiertes Aluminium in die Maschine ein.
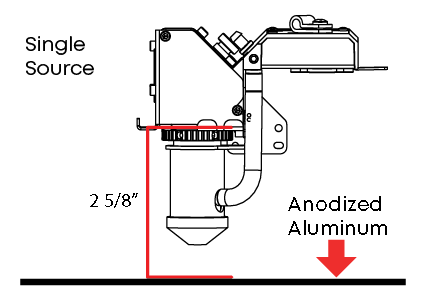
Für Maschinen mit einer einzigen Quelle (CO2 ):
-
Stellen Sie den Tisch so ein, dass das Material einen Abstand von 66 mm (2 5/8") zur Fokusmesshalterung hat.
-
Schließen Sie alle Türen und Klappen.
-
Führen Sie den Auftrag aus.
-
Heben und senken Sie während des Vorgangs den Tisch und suchen Sie nach der hellsten Markierung.
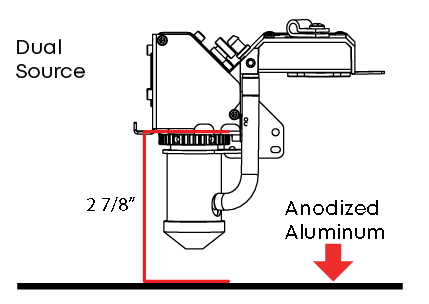
Für Dual-Source-Maschinen (CO2 Faser):
-
Führen Sie den Auftrag aus.
-
Sobald der Auftrag ausgeführt wird, pausieren Sie ihn.
-
Stellen Sie den Tisch so ein, dass das Material einen Abstand von 73 mm (2 7/8") zur Fokusmesshalterung hat.
-
Schließen Sie alle Türen und Klappen.
-
Die Arbeit wieder aufnehmen
-
Heben und senken Sie während des Vorgangs den Tisch und suchen Sie nach der hellsten Markierung.
Für Maschinen mit einer oder zwei Quellen:
-
Notieren Sie den CO2 . Vergleichen Sie diesen Wert mit dem in Schritt 6 des Abschnitts „Referenzgravur” notierten Ausgangswert.
-
Führen Sie die Referenzgravurdatei erneut mit dem neuen CO2 aus.
-
Vergleichen Sie dieses Beispiel mit dem Original.
Verbesserung:
- Die geringe Leistung wurde behoben.
- Befolgen Sie das vollständige Fokusverfahren.
- Die geringe Leistung wurde behoben.
Keine Verbesserung:
- Wenn die Ausrichtungs- oder Optikverfahren übersprungen wurden, führen Sie diese durch.
- Möglicherweise geringe Leistung der Röhre.
- Wenden Sie sich an den technischen Support von Epilog.
Schlussfolgerung
Wenn Sie nach den Verfahren zur Ausrichtung, Fokussierung und Reinigung der Optik immer noch eine geringe Leistung feststellen, wenden Sie sich bitte an den Epilog Laser Support Epilog Laser . Fügen Sie bitte Bilder der Testgravuren, des roten Punktzeigers, der Brandspuren und der aufgezeichneten Fokuswerte bei.
Checkliste
- Optik
- Ausrichtung
- Fokus

{kind=link}