In diesem Video zeigen wir Ihnen, wie Sie die Fusion Pro Reducer Drive Assembly austauschen.
Paneele entfernen
Schalten Sie zunächst das Gerät aus und ziehen Sie den Netzstecker.


Entfernen Sie mit einem 5/32-Zoll-Inbusschlüssel die rechte Seitenabdeckung vom Gerät.

Entfernen Sie mit einem 5/32-Zoll-Inbusschlüssel die linke Seitenabdeckung von der Maschine.
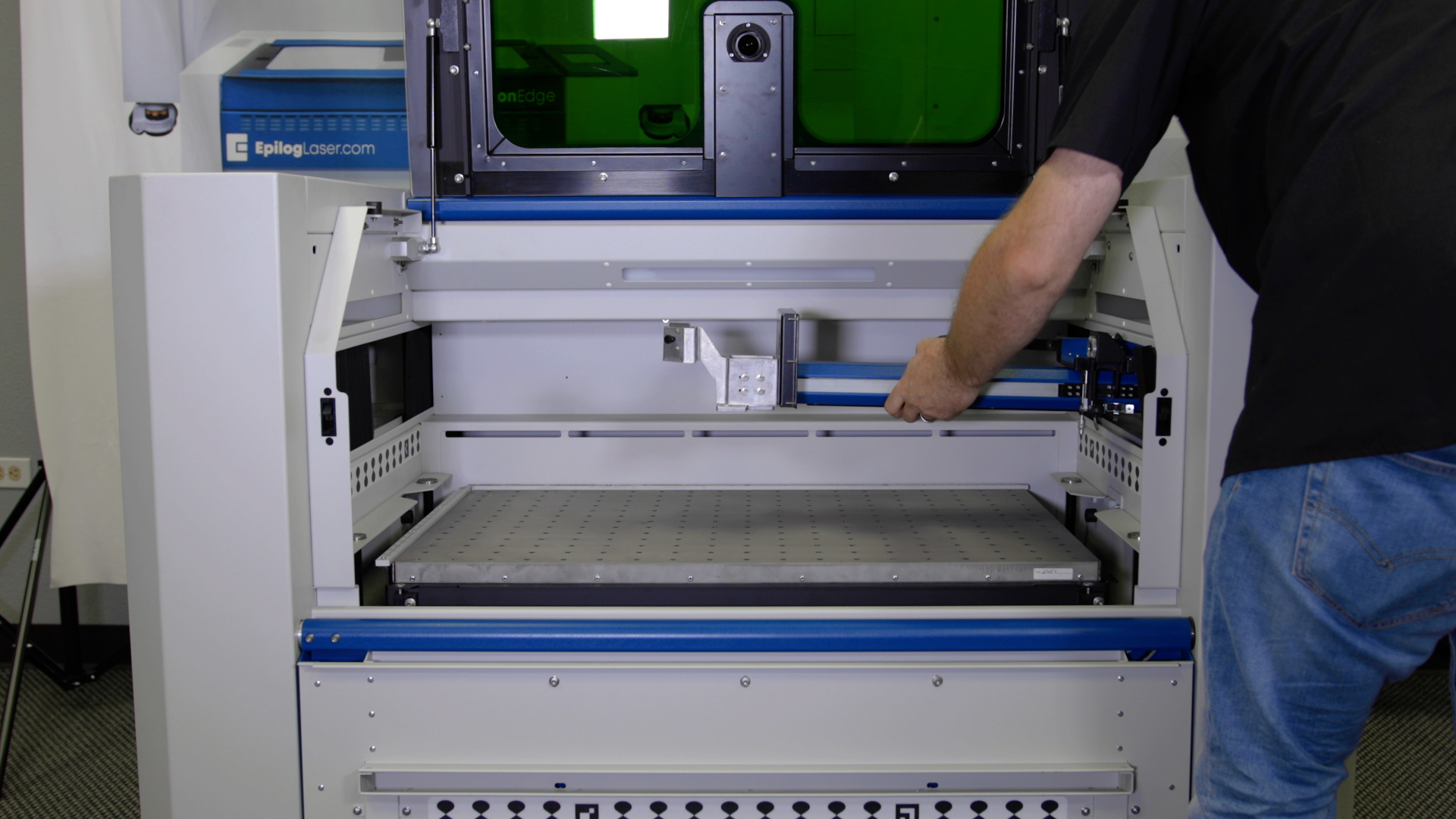
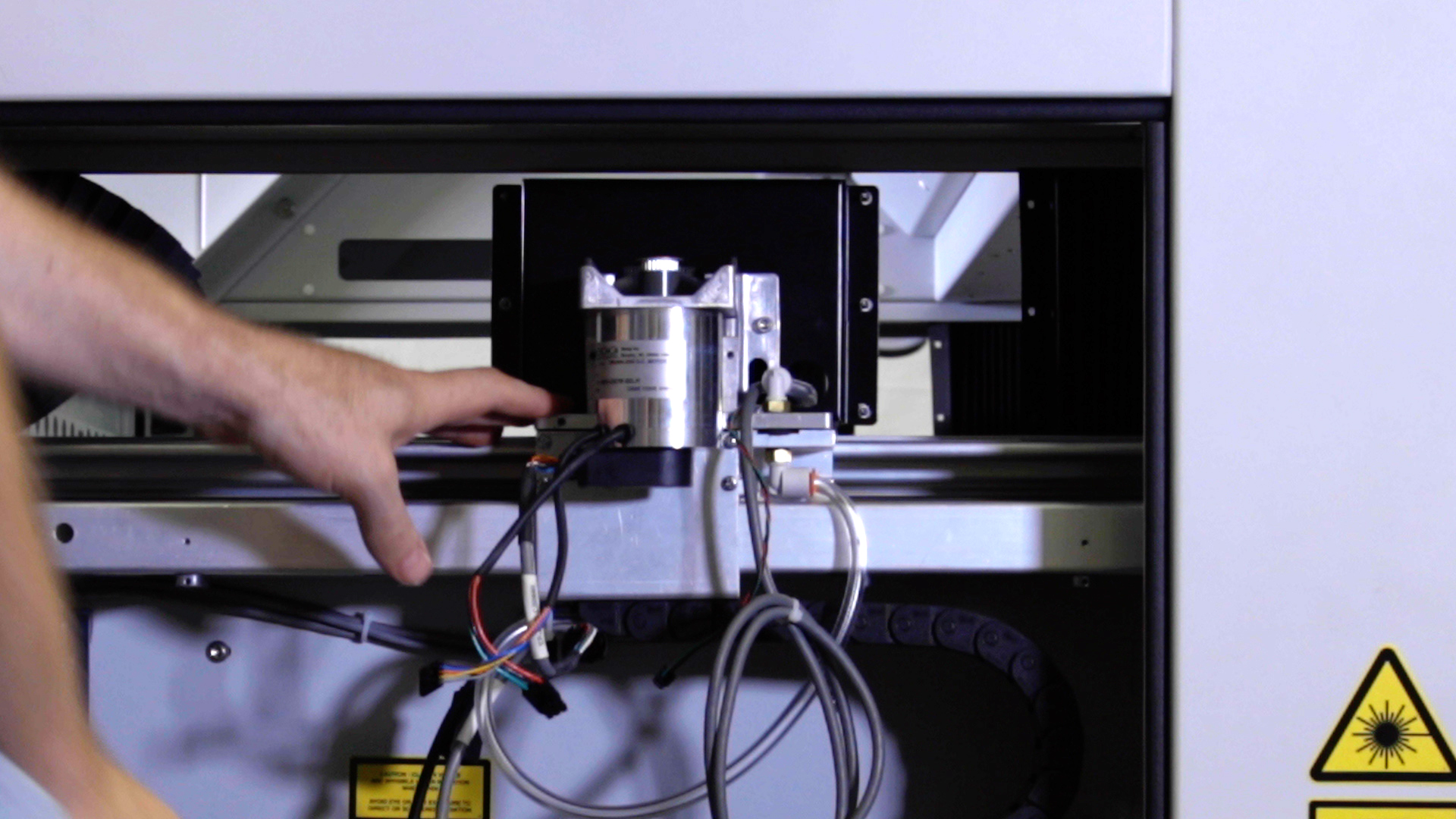
Bewegen Sie die X-Achsen-Baugruppe manuell in die Mitte des Gravierers.
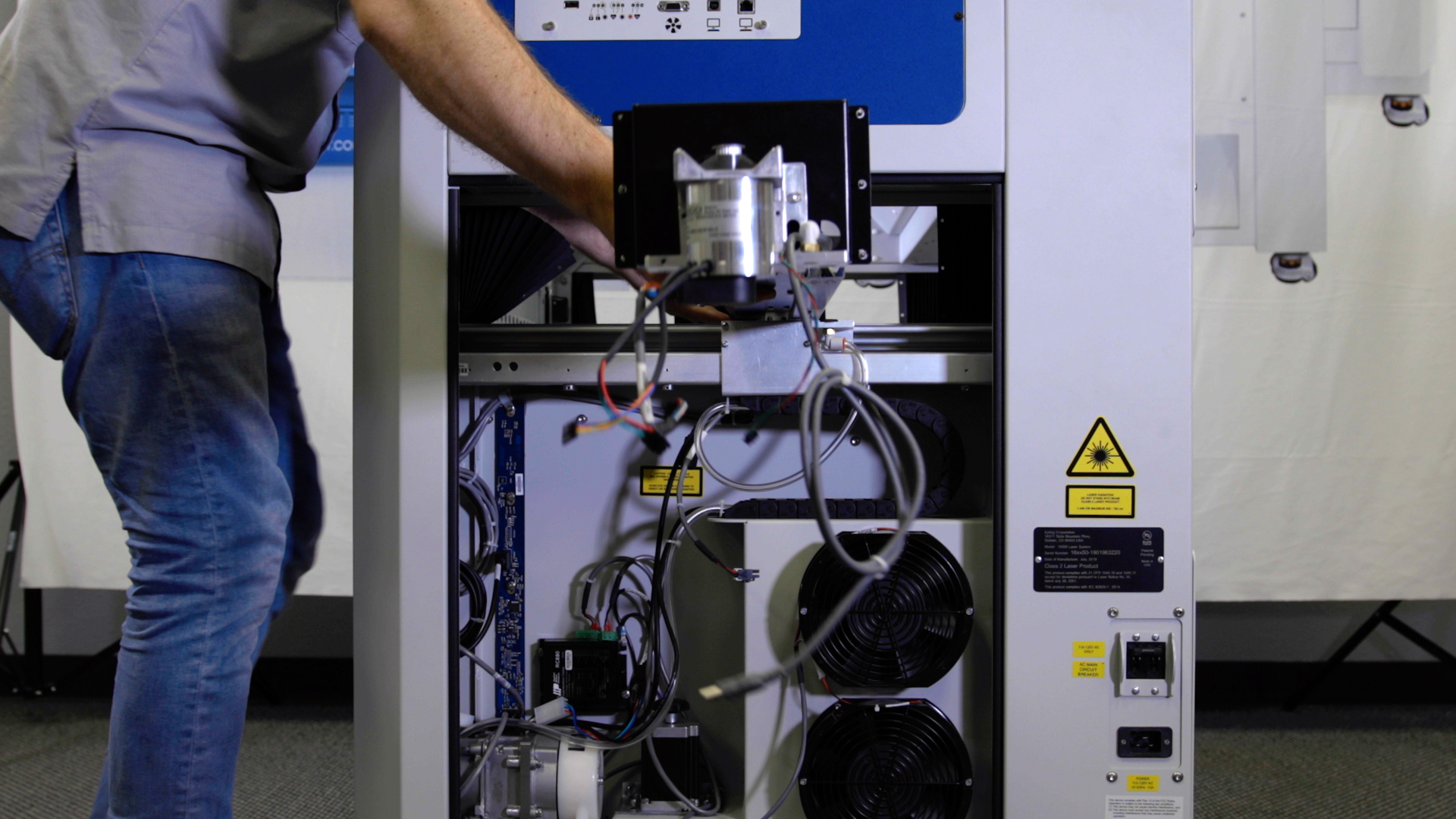
Entfernen Sie die X-Achsen-Baugruppe aus der Maschine.
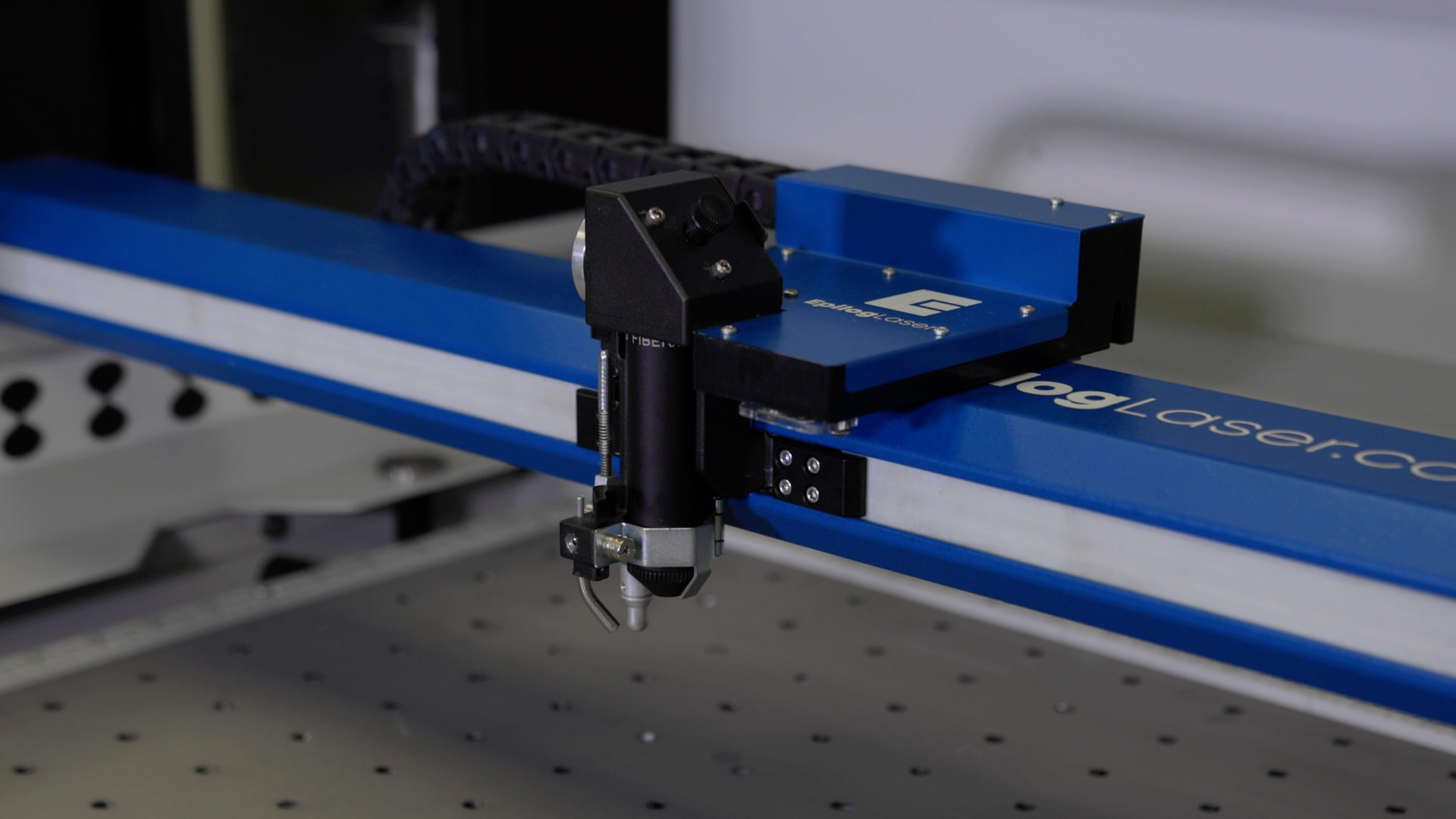
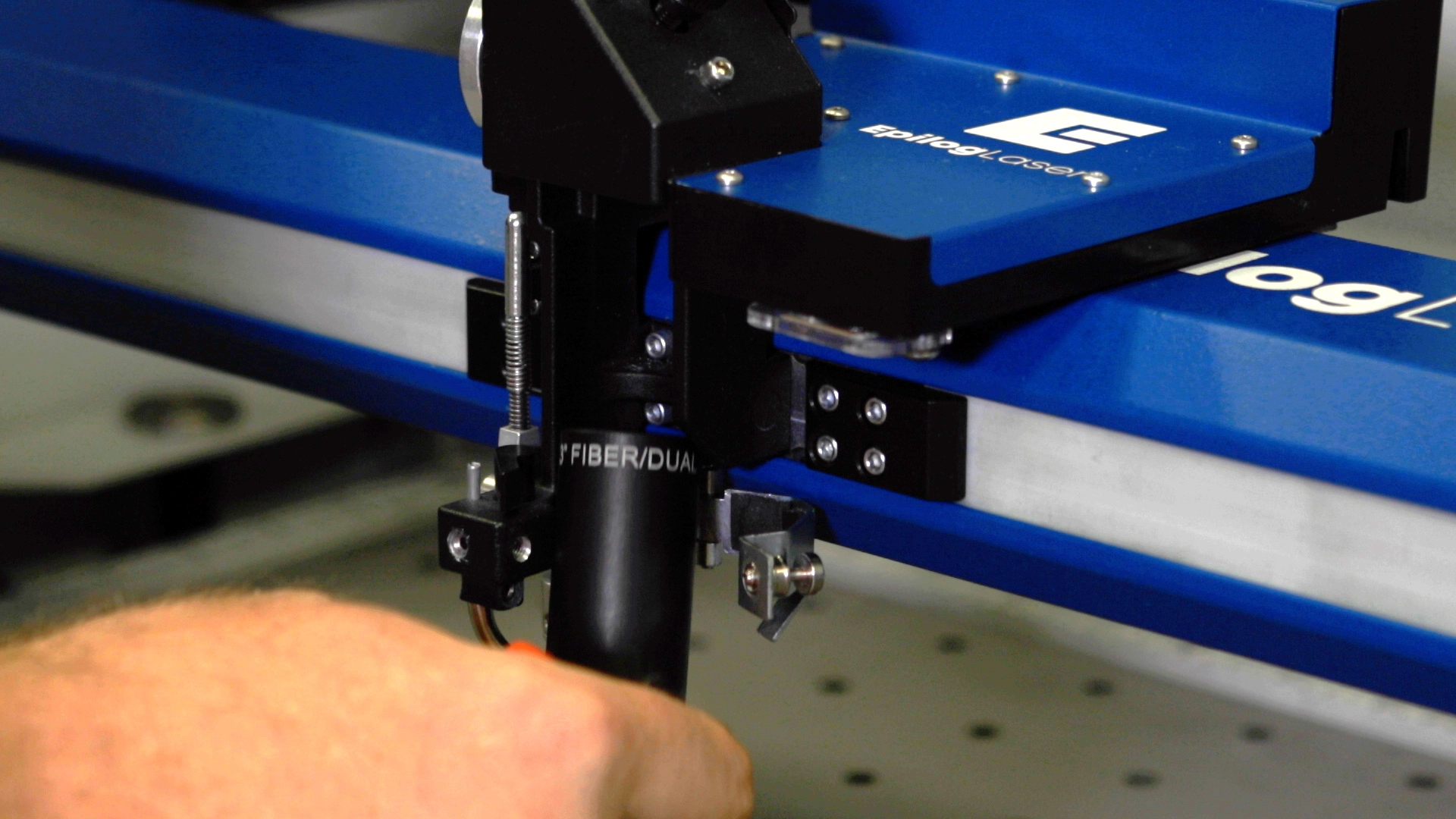
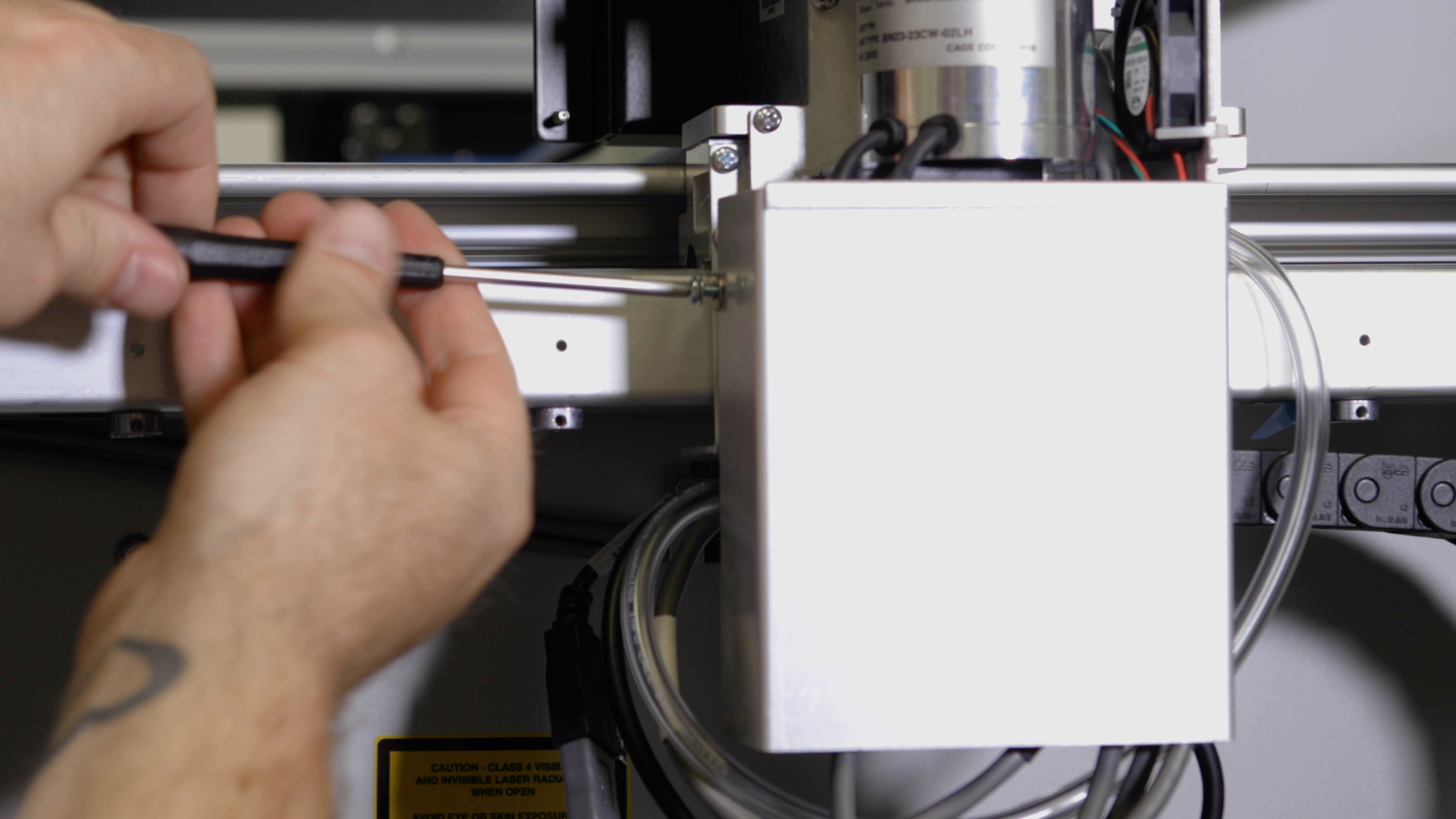
Entfernen Sie den Objektivtubus, indem Sie mit einem Kreuzschlitzschraubendreher die unverlierbare Schraube lösen, mit der die vordere Objektivklemme befestigt ist.
Entfernen Sie die linken und rechten Faltenbälge auf beiden Seiten der Maschine, indem Sie die sechs (6) 5/16-Zoll-Muttern lösen, mit denen sie befestigt sind.
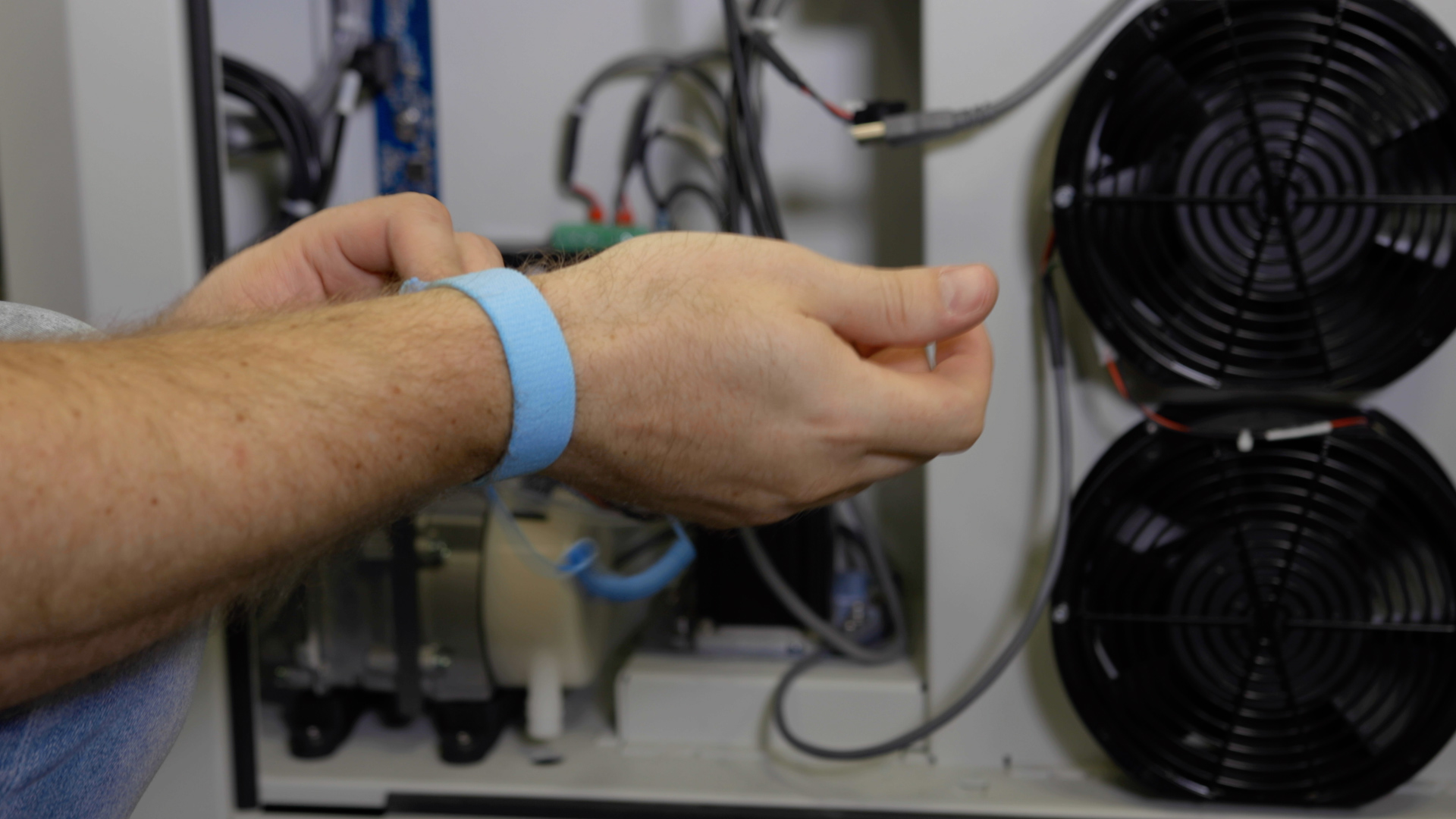
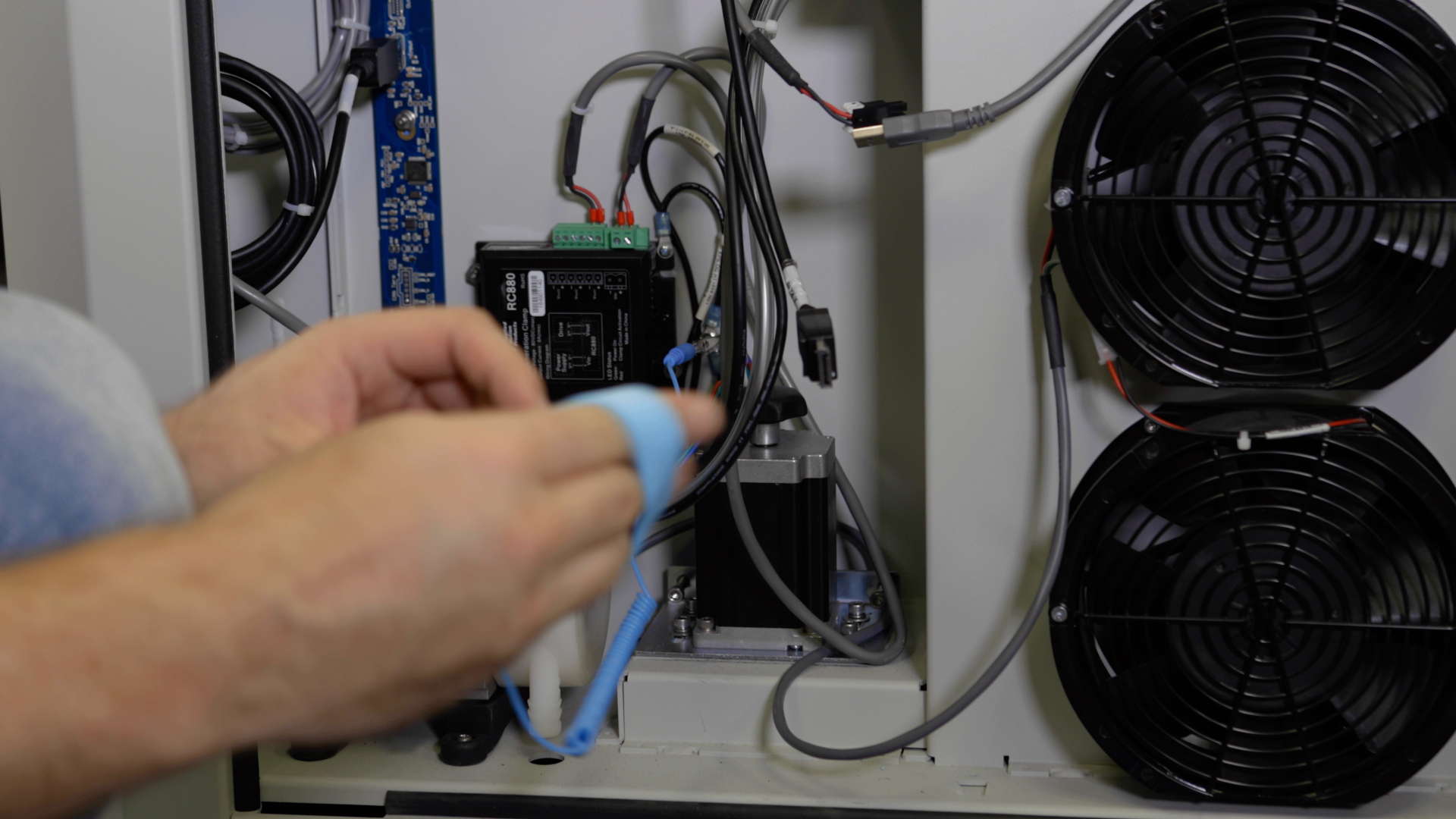
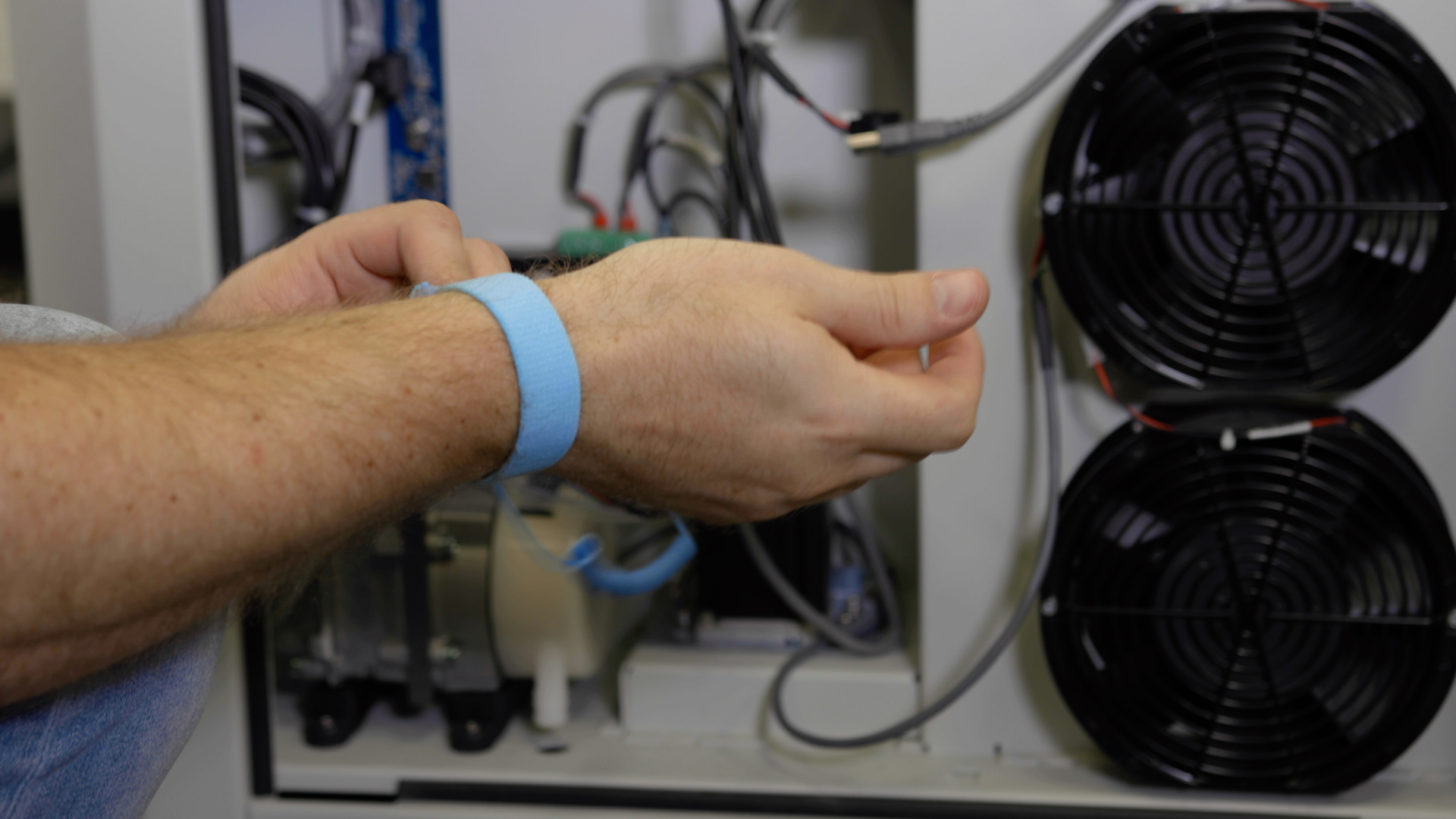
Legen Sie das antistatische Armband an. Befestigen Sie das Armband an einem beliebigen Metallteil des Geräts. Tragen Sie das antistatische Armband immer, um Schäden am Gerät durch statische Entladung zu vermeiden.
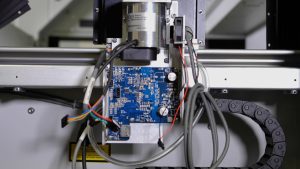
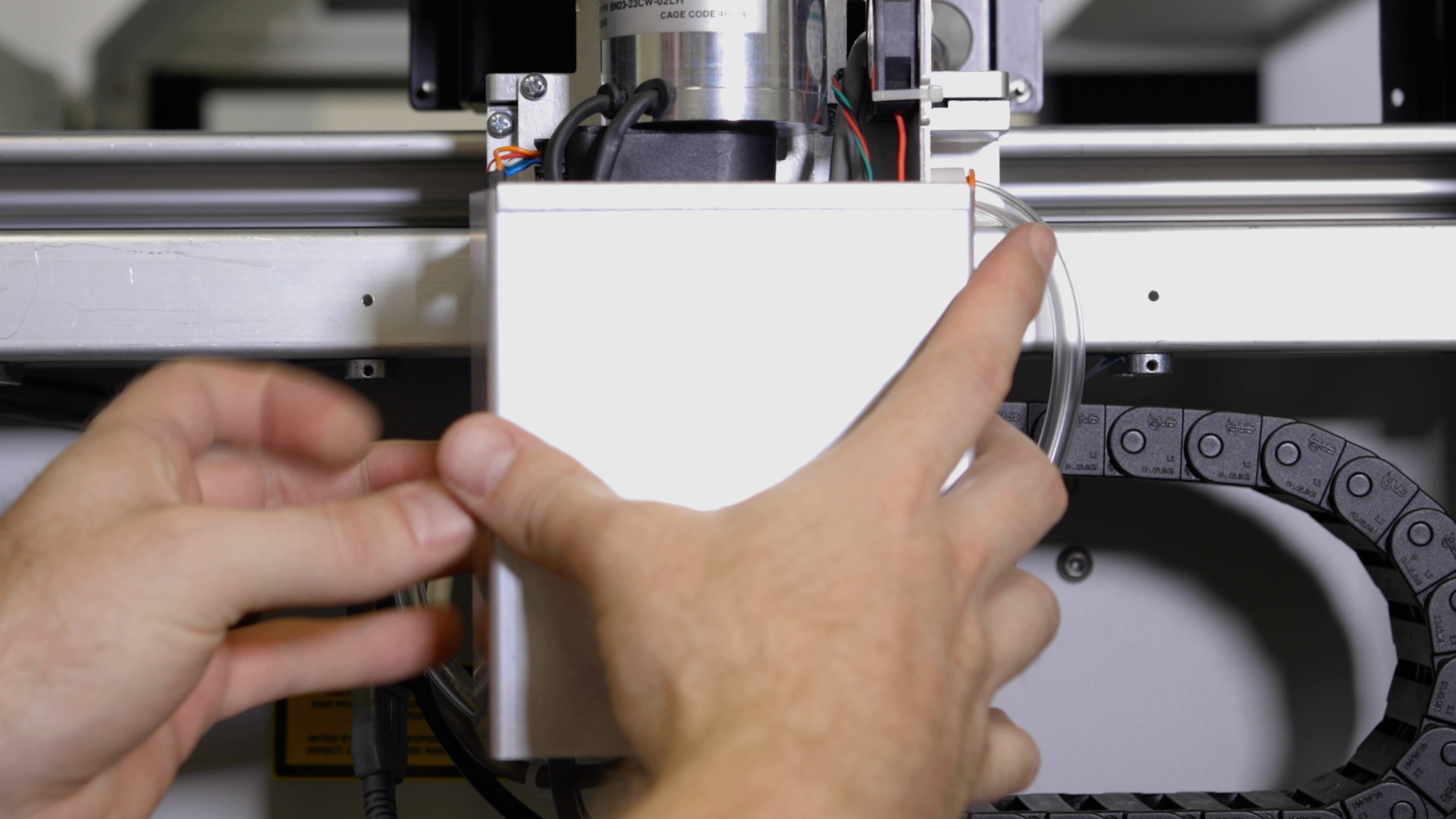
Entfernen Sie mit einem Kreuzschlitzschraubendreher die 4 Schrauben, mit denen die Abdeckung der X-Achsen-Motorsteuerplatine befestigt ist, und legen Sie die Abdeckung beiseite.

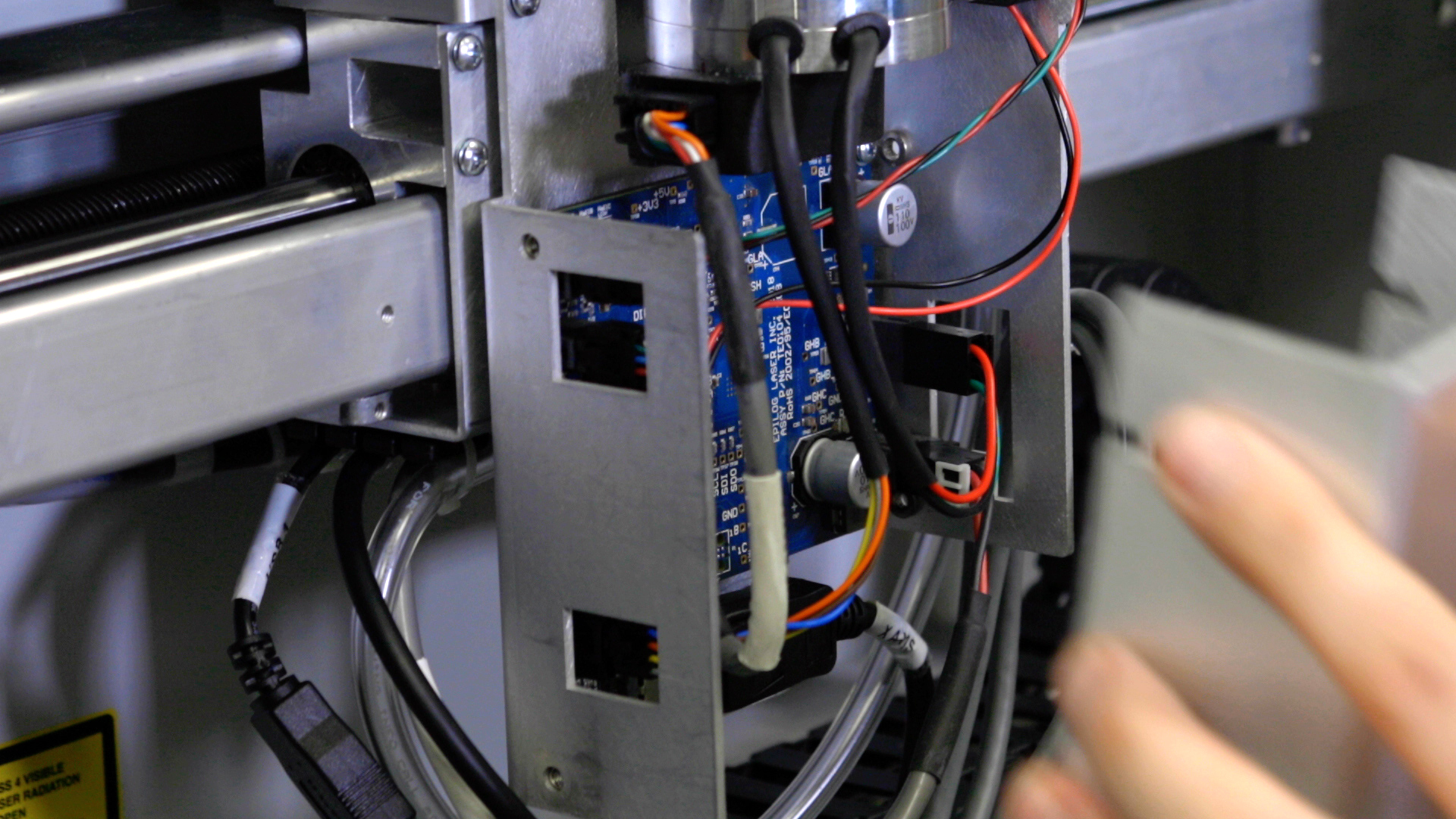
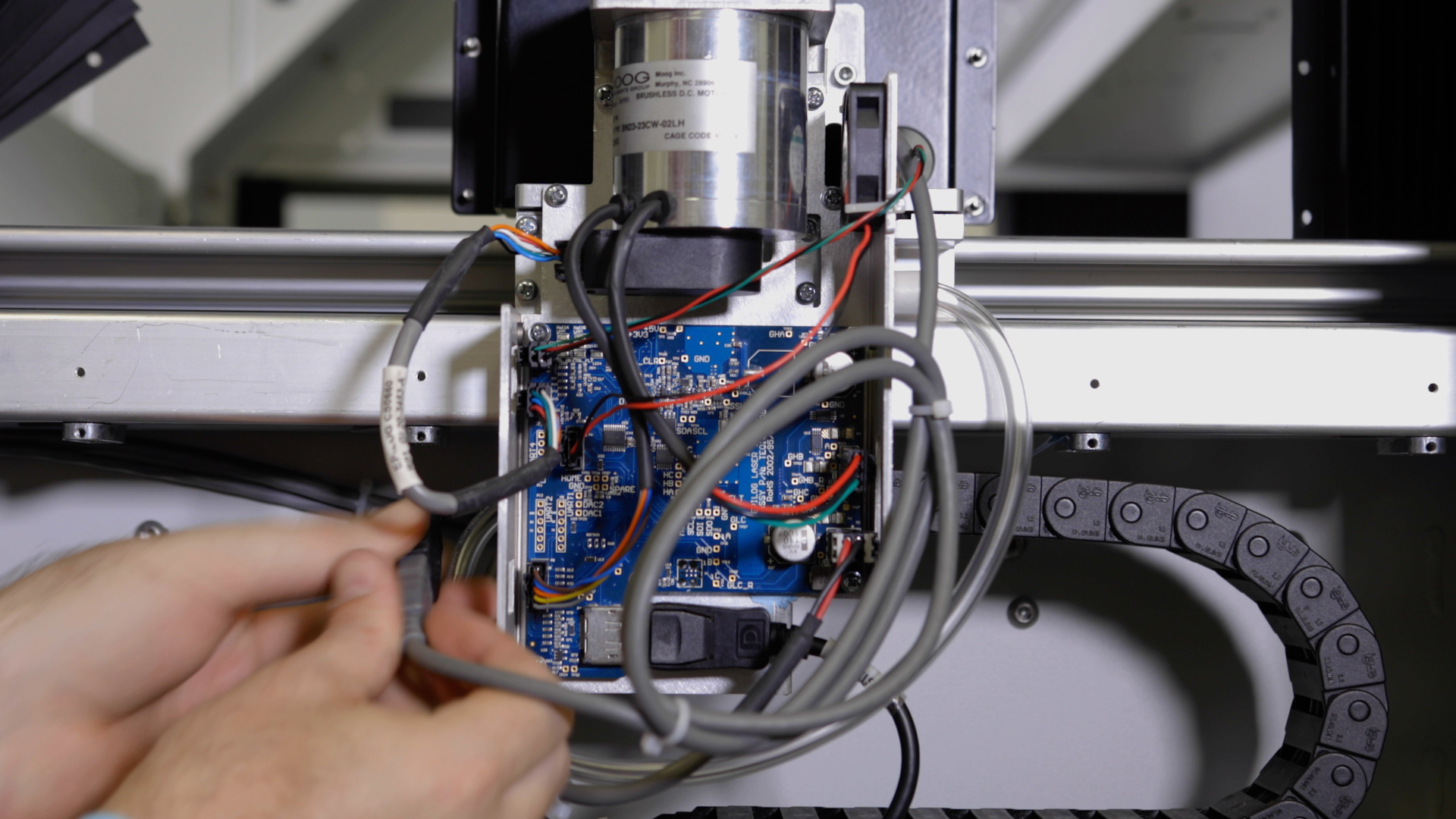
Trennen Sie nun die 7 elektrischen Anschlüsse von der Antriebsplatine und legen Sie die Platine beiseite.
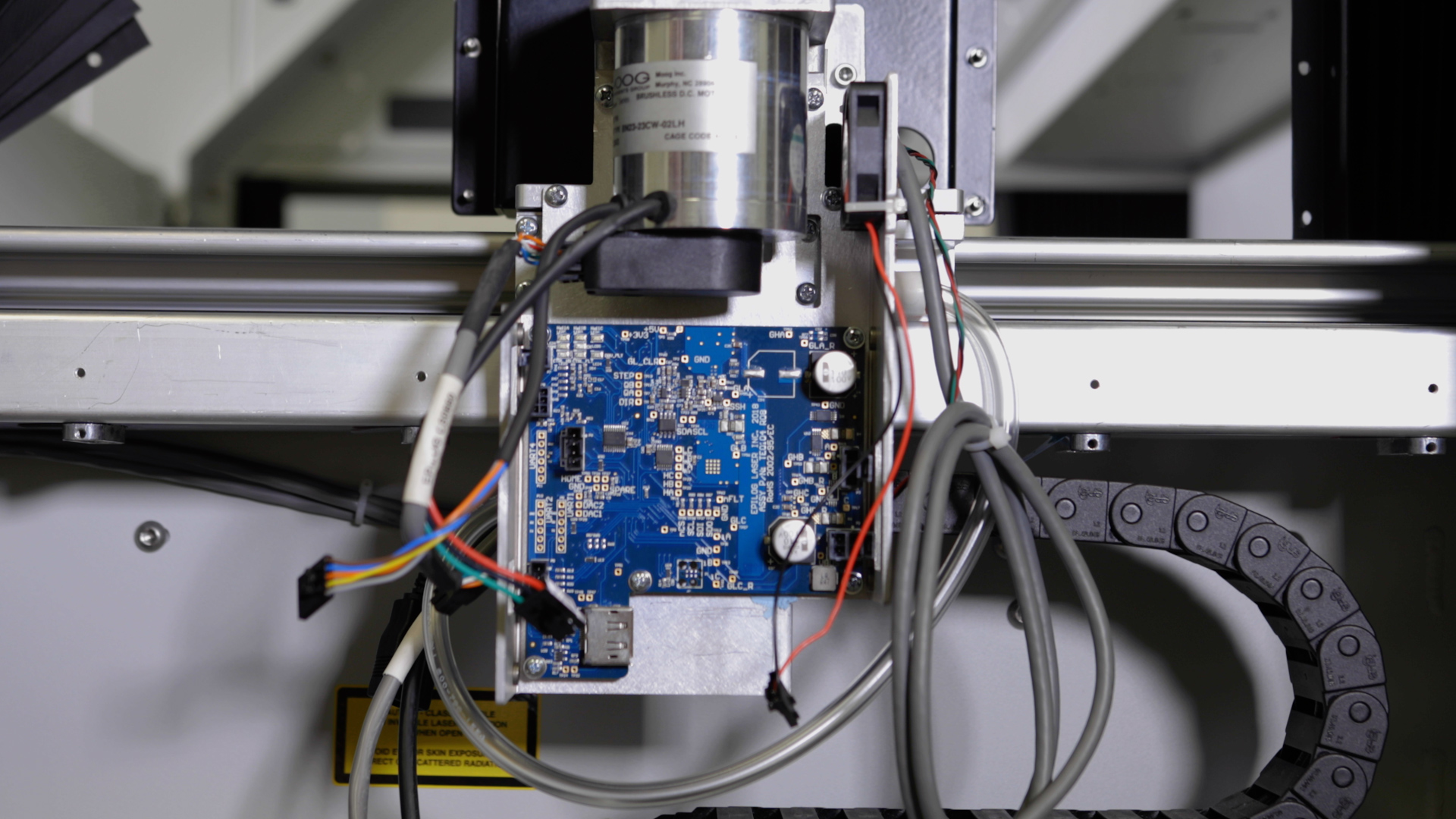
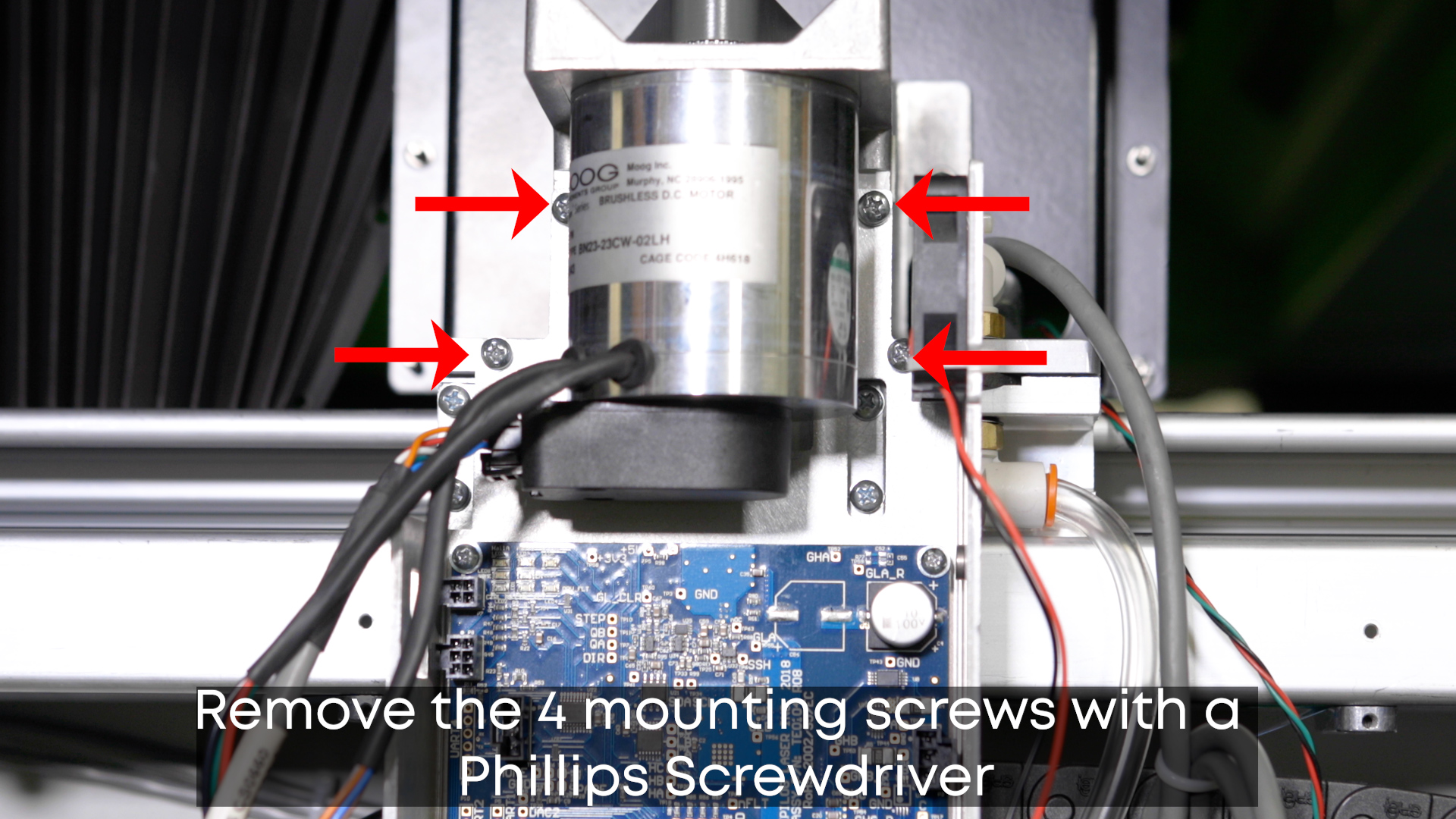
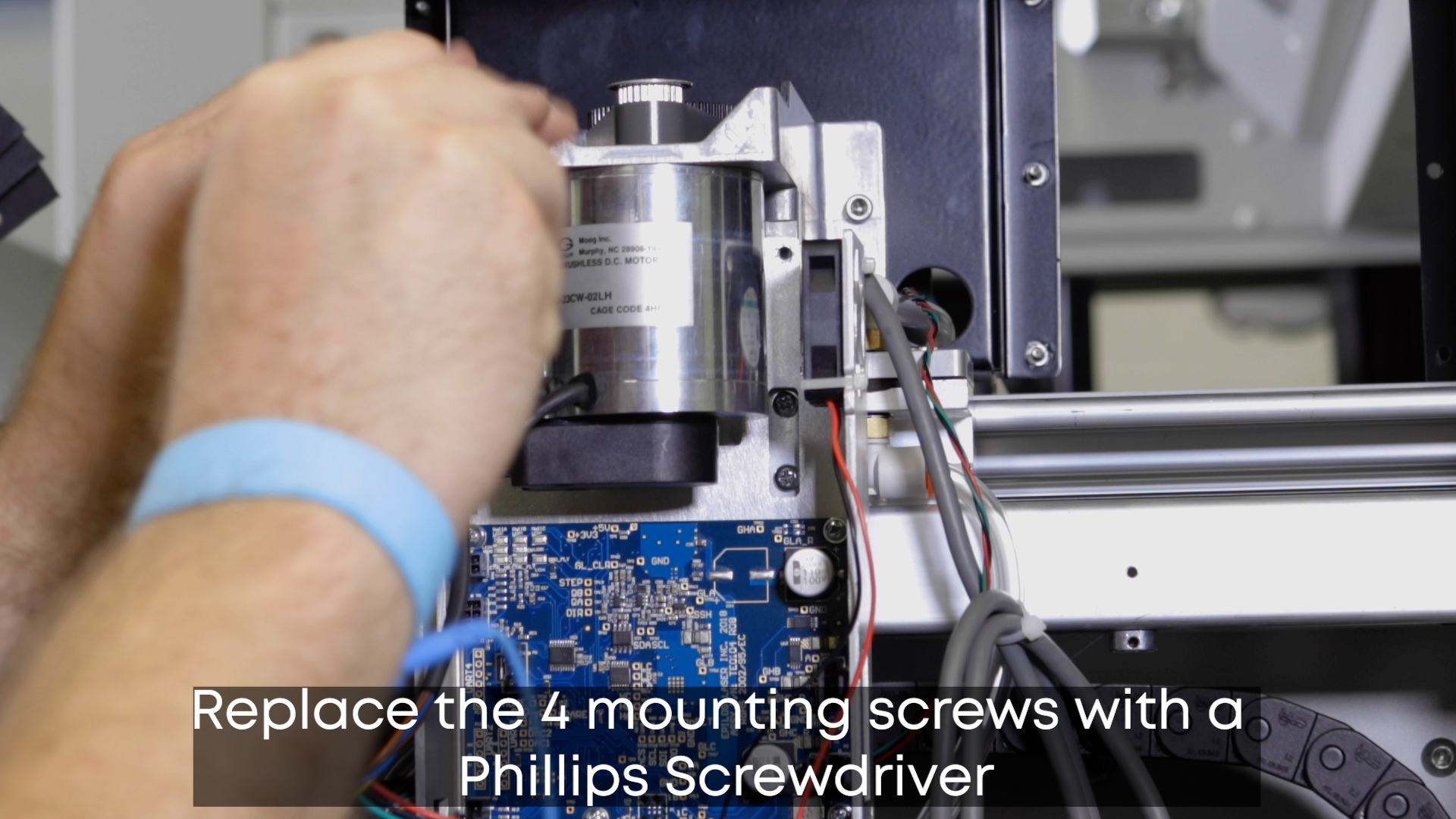
Entfernen Sie die 4 Befestigungsschrauben, mit denen die Antriebsplatine befestigt ist, mit einem Kreuzschlitzschraubendreher.
Entfernen Sie das antistatische Armband, bis es beim Austausch der Motorantriebsplatine benötigt wird.
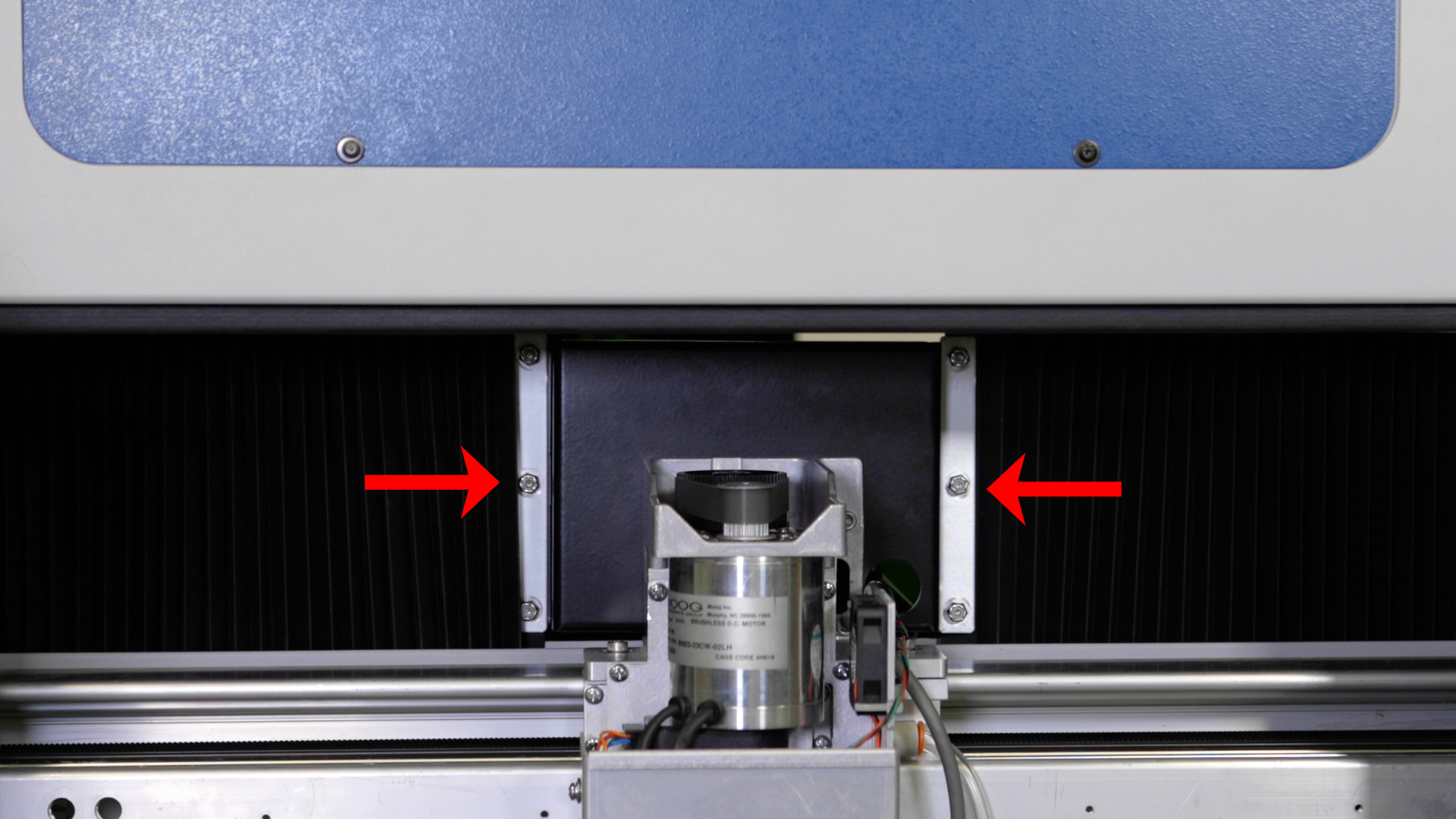
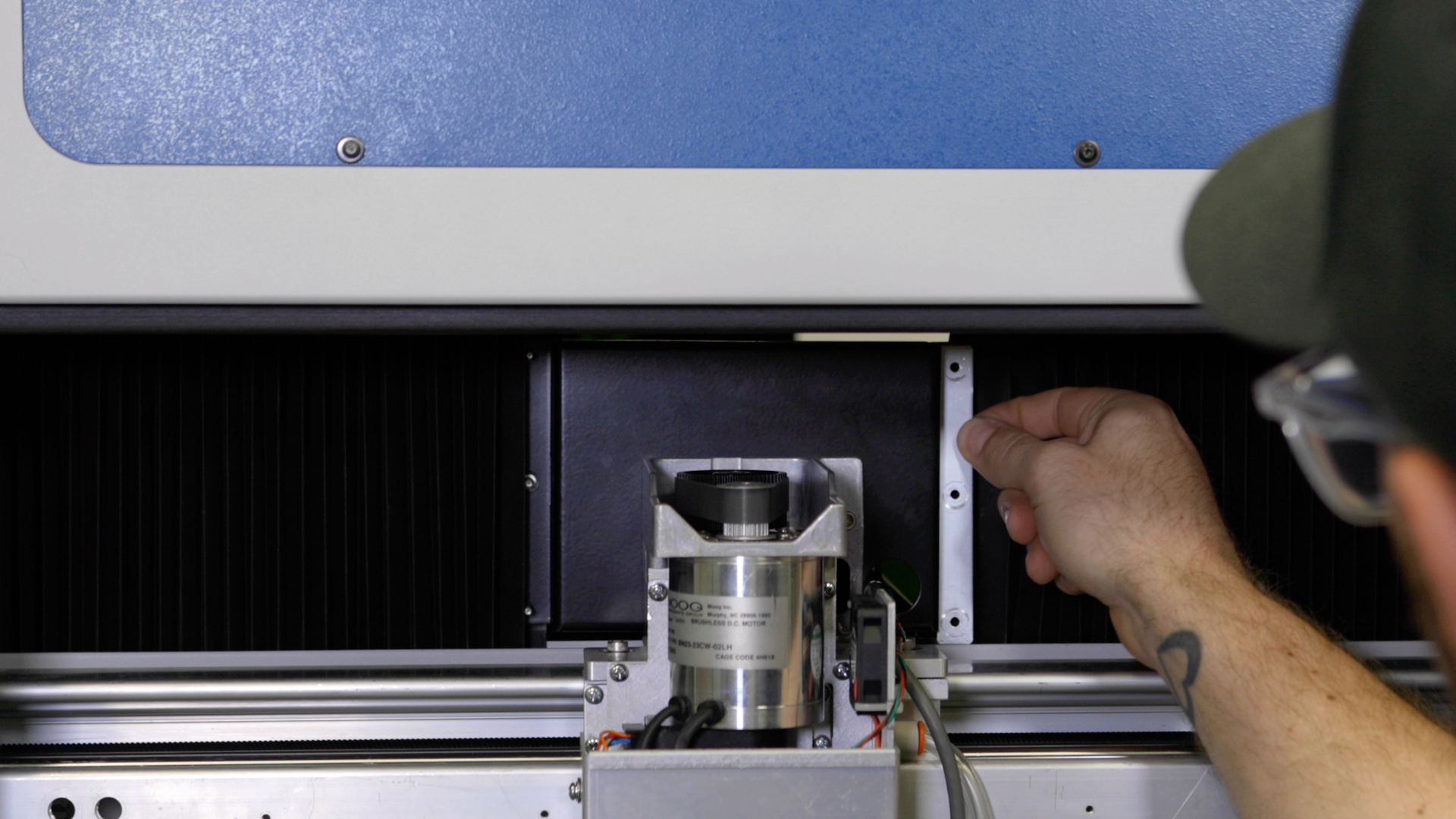
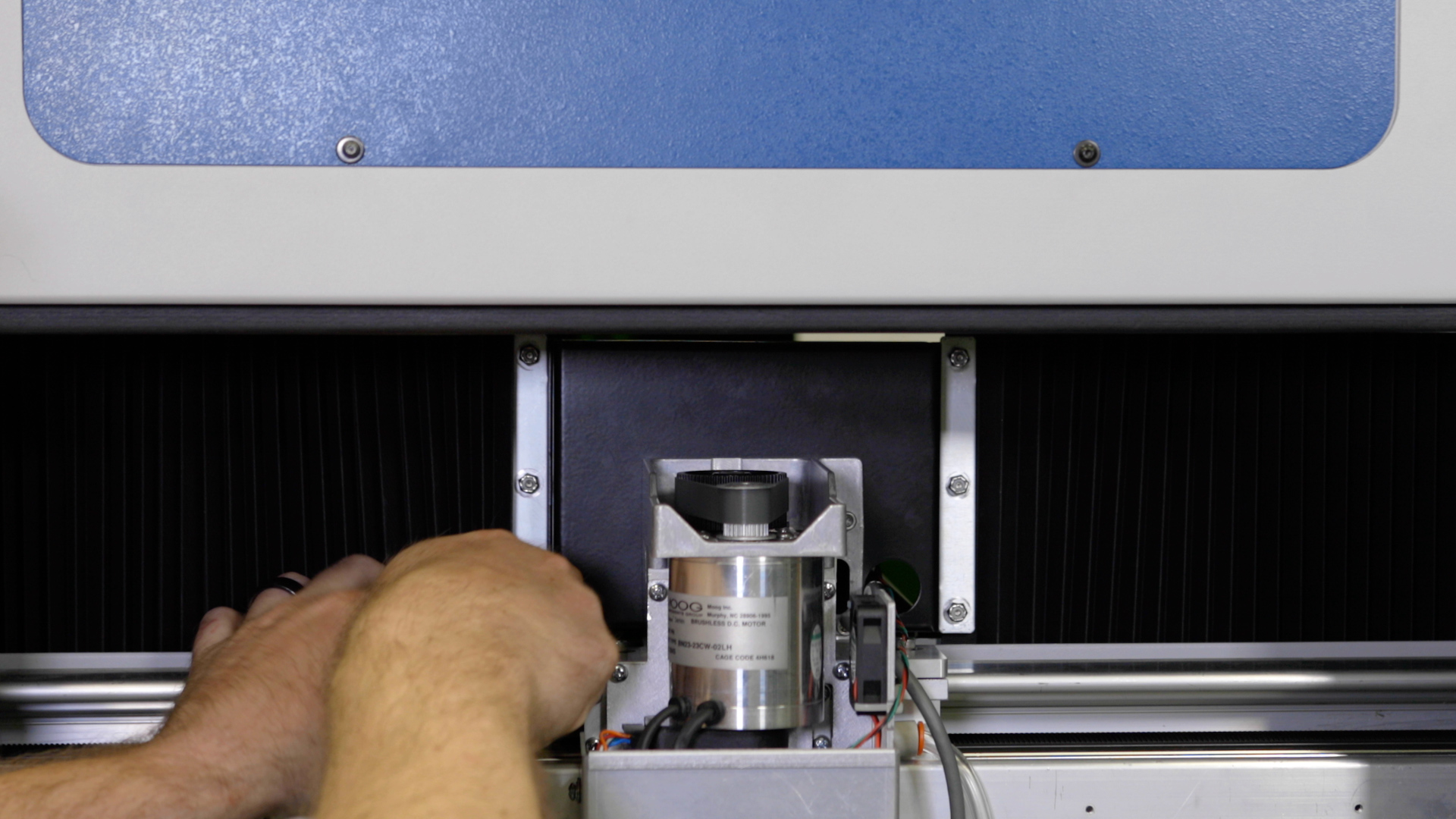
Entfernen Sie die vier 5/32-Zoll-Befestigungselemente, mit denen die X-Achsen-Baugruppe an den Y-Achsen-Lagern befestigt ist. Zwei befinden sich auf der rechten Seite und zwei auf der linken Seite.
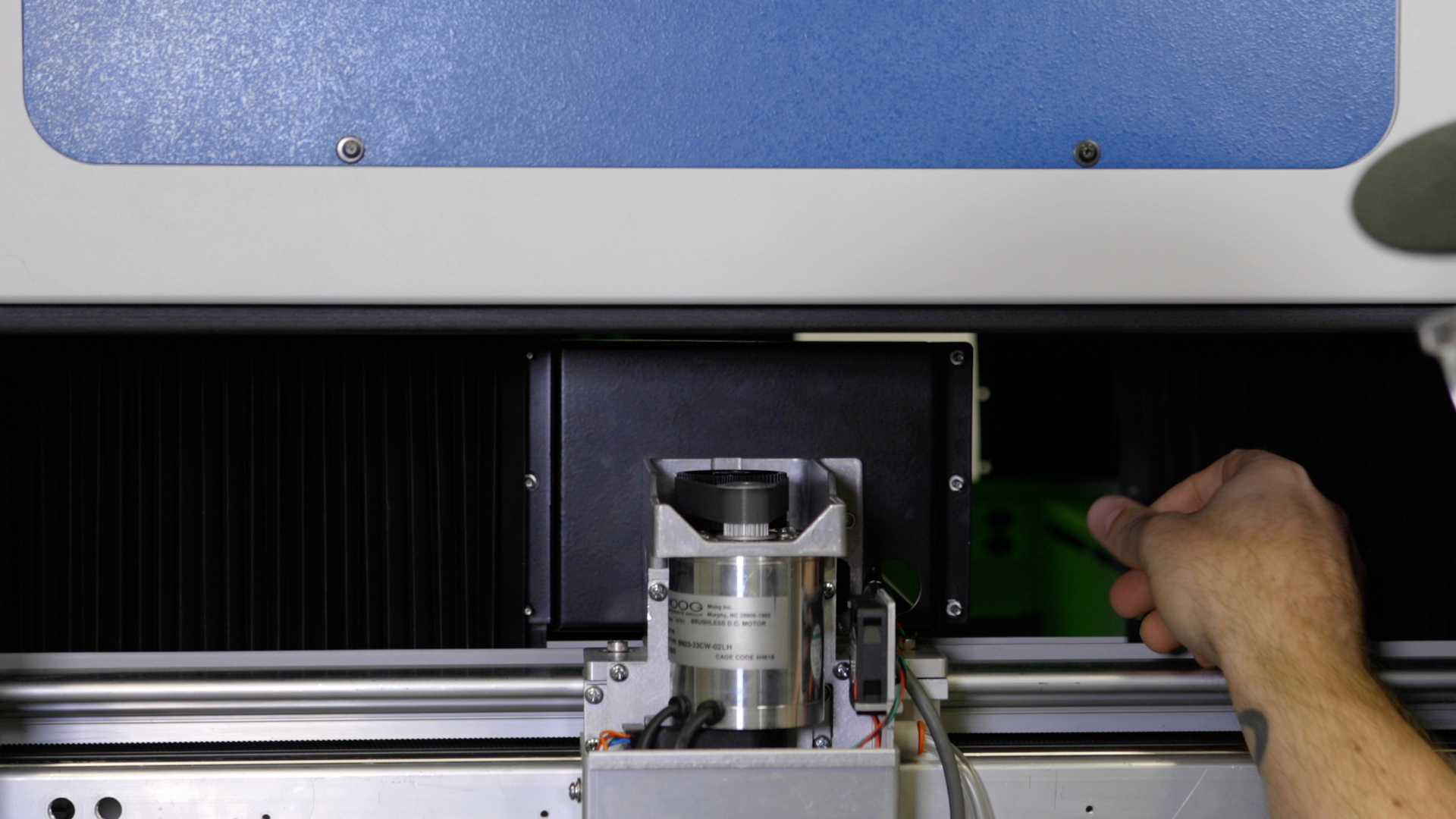
Schieben Sie die X-Achsen-Baugruppe durch die rechte Seite der Maschine aus dem Gravierer heraus und achten Sie dabei darauf, dass die Schlittenbaugruppe unbeschädigt durch die Öffnung passt.
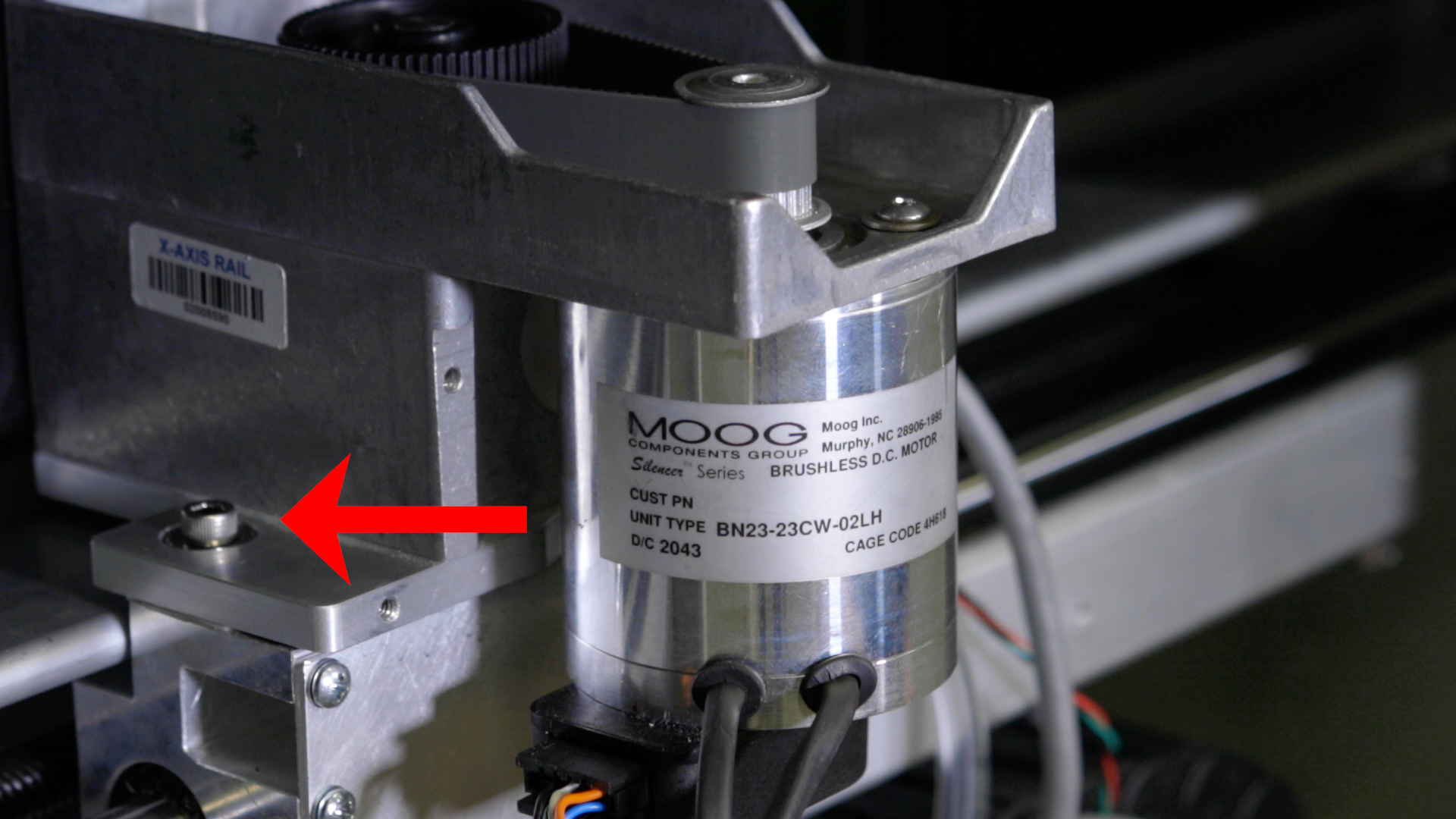
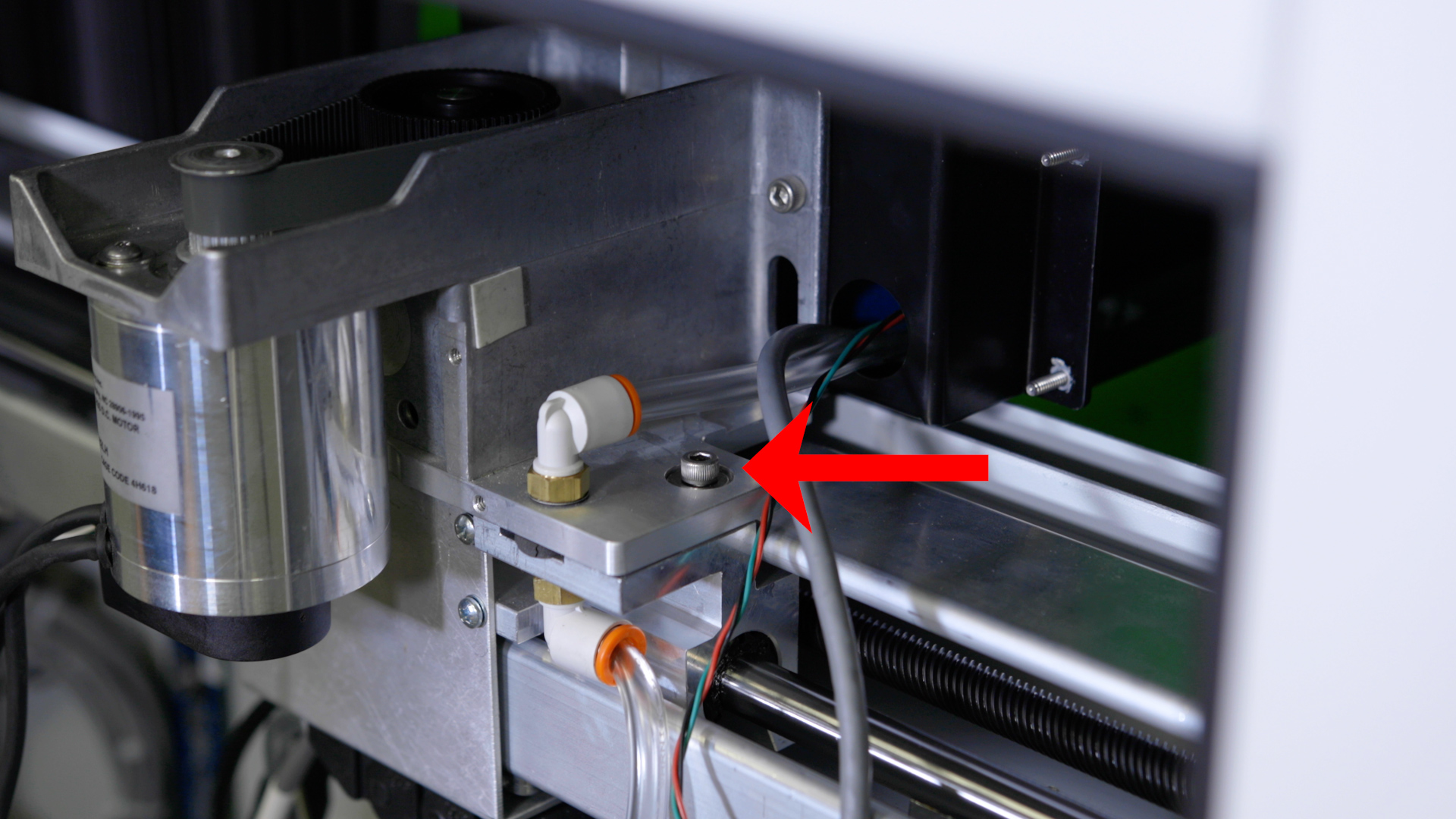
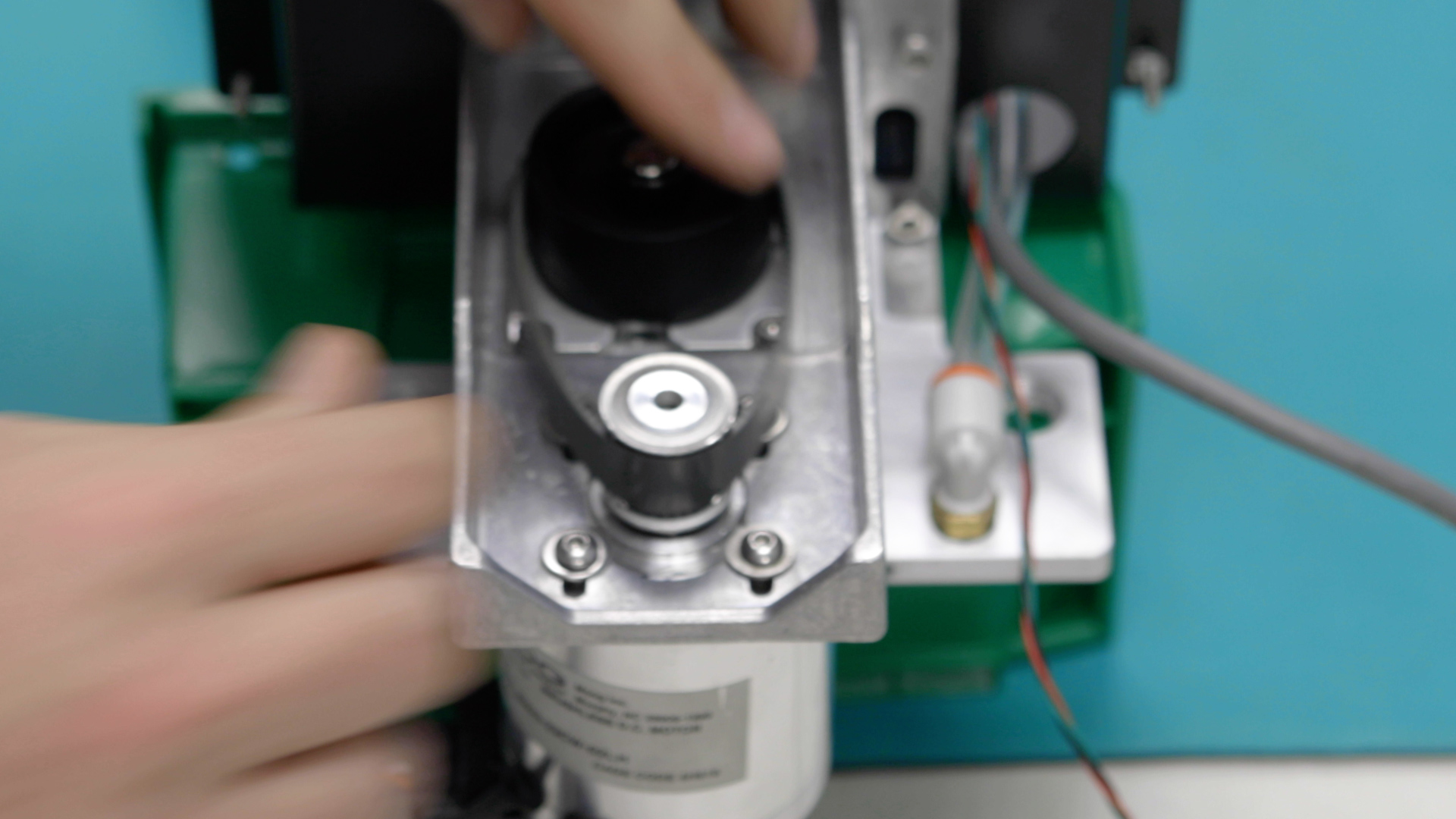
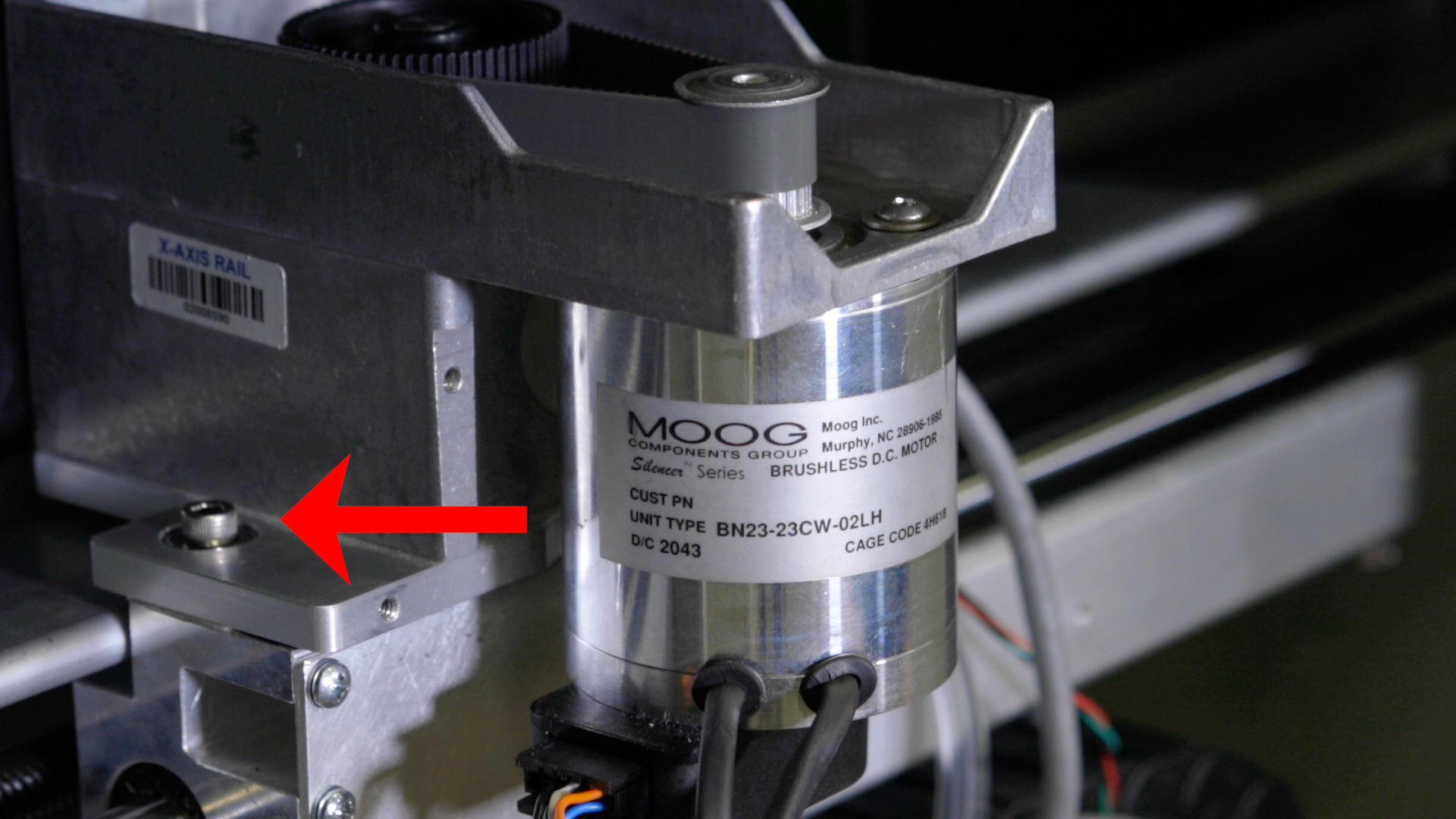
Lösen Sie die vier 2,5-mm-Befestigungsschrauben des X-Achsen-Motors und bewegen Sie den X-Achsen-Motor in Richtung der Mitte der X-Achsen-Baugruppe.
Entfernen Sie den X-Achsen-Reduzierriemen.
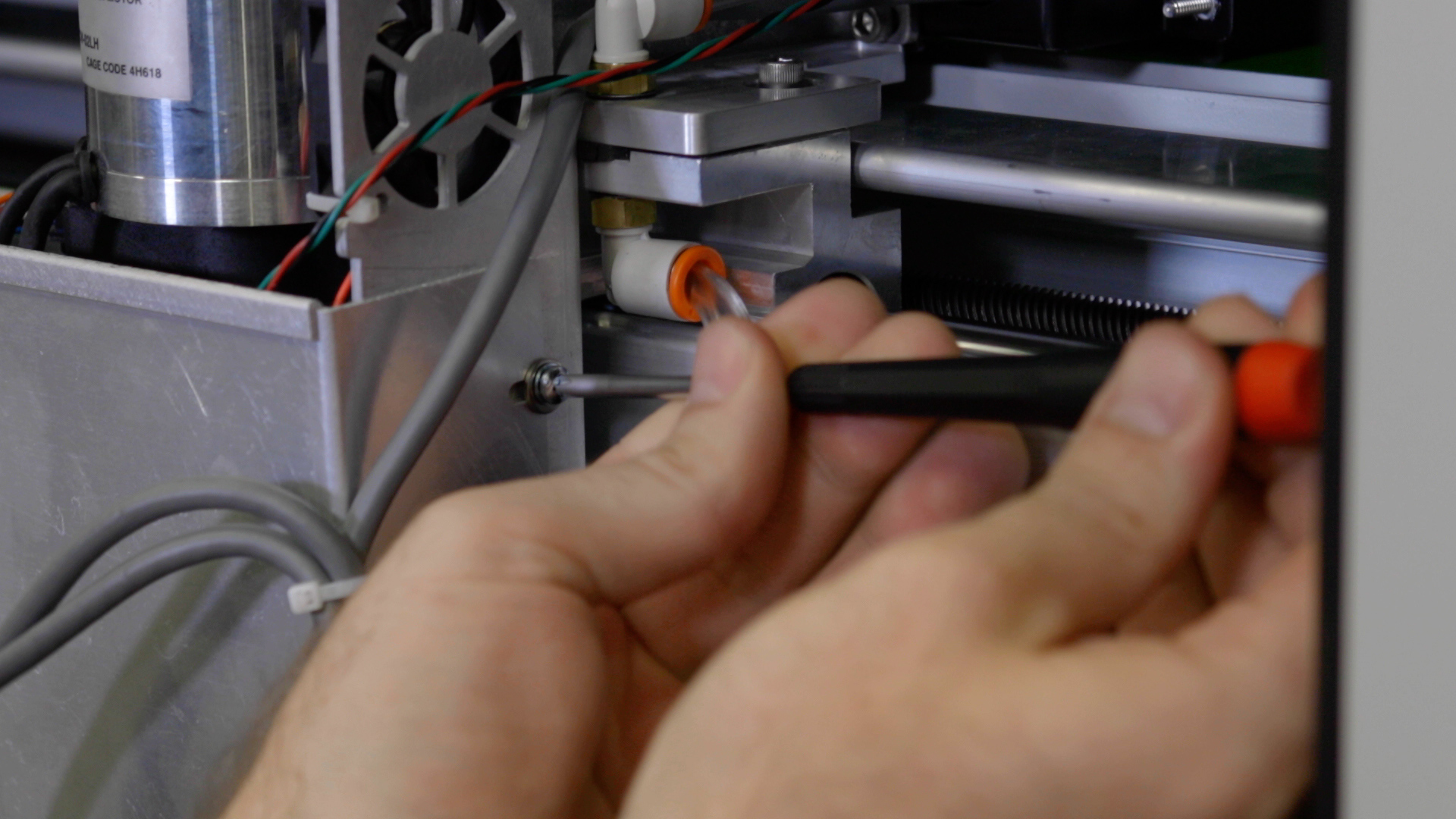
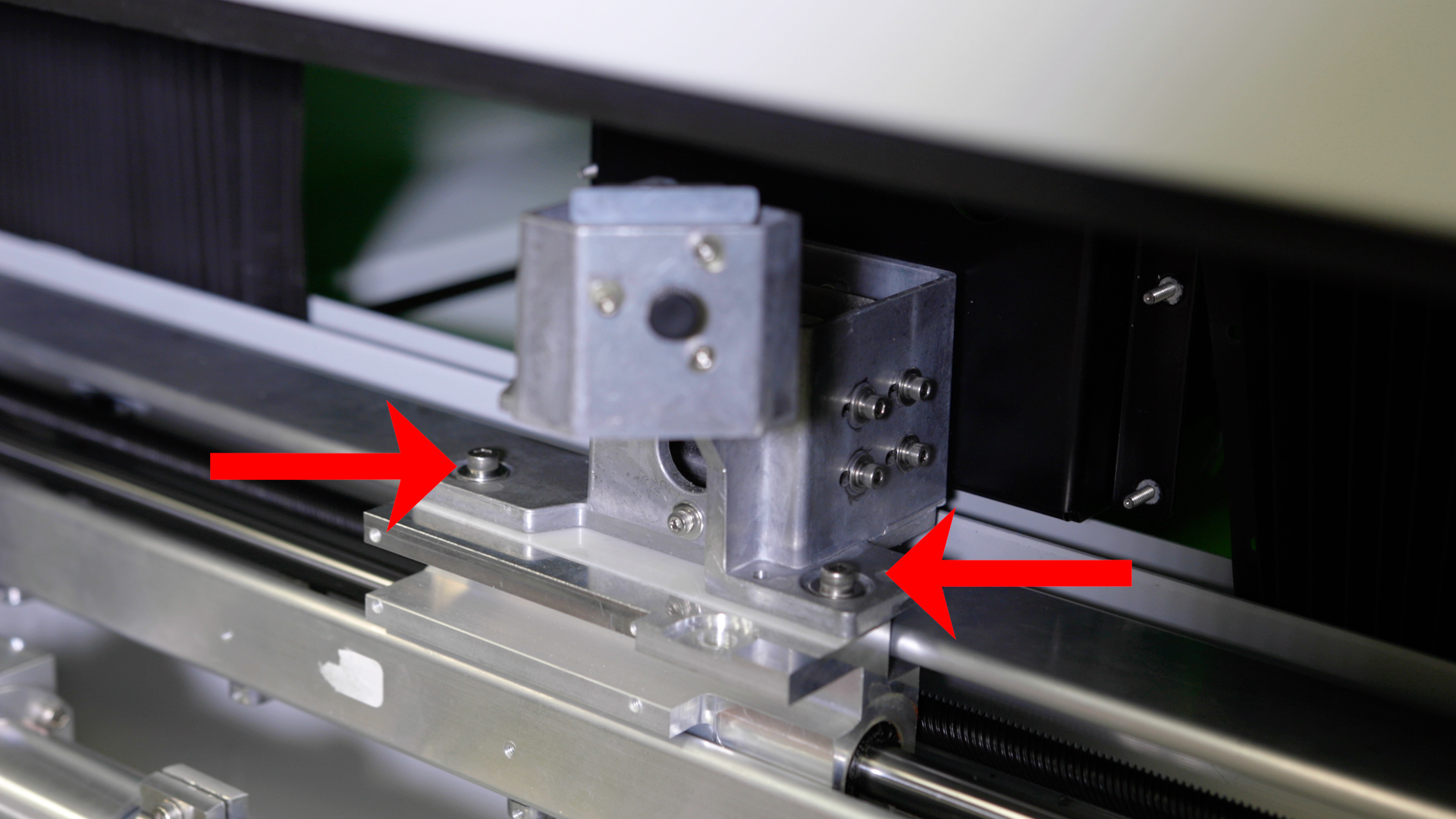
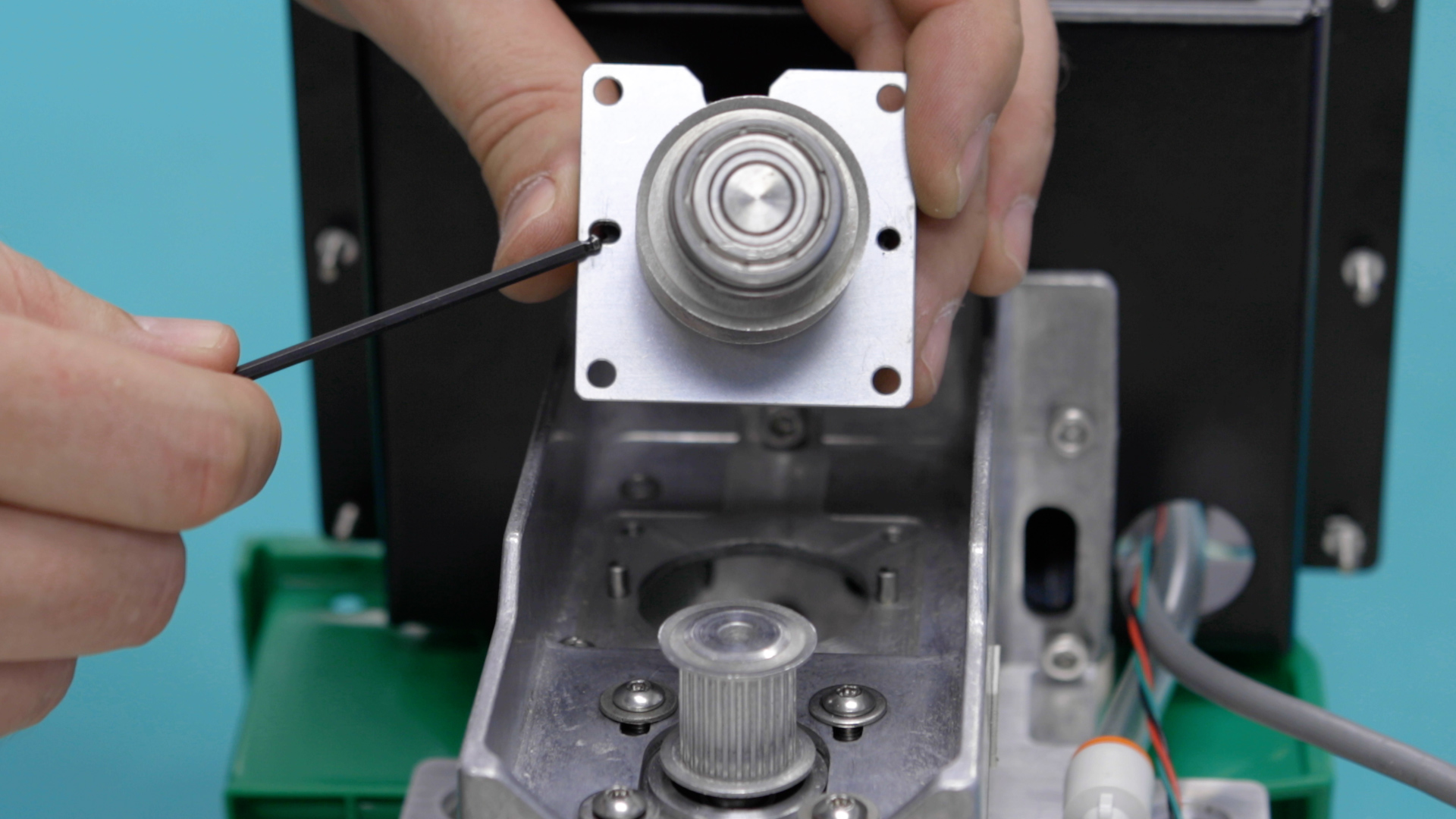
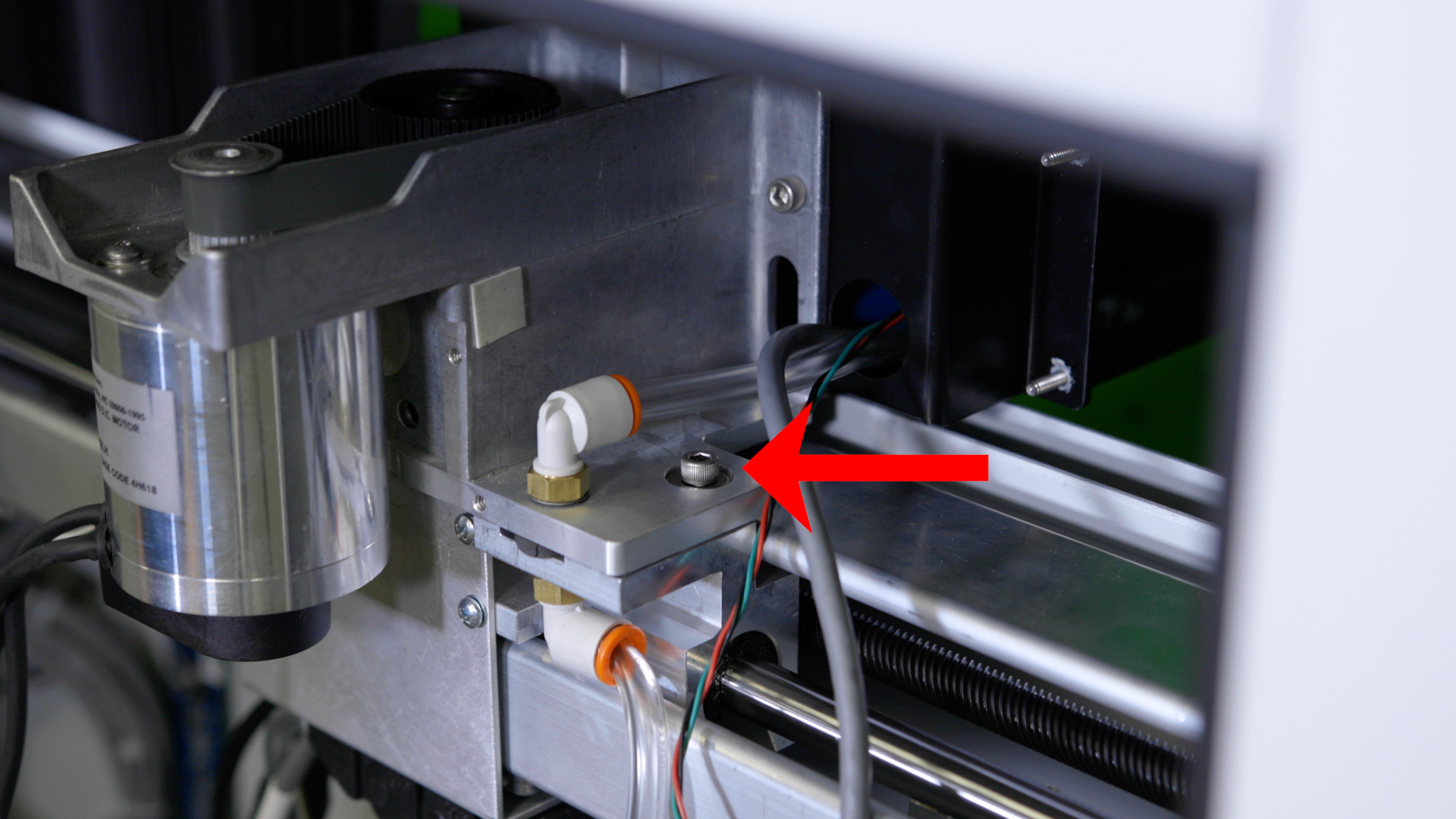
Entfernen Sie mit einem 7/64-Zoll-Inbusschlüssel die vier Schrauben, mit denen die X-Achsen-Reduziervorrichtung befestigt ist.
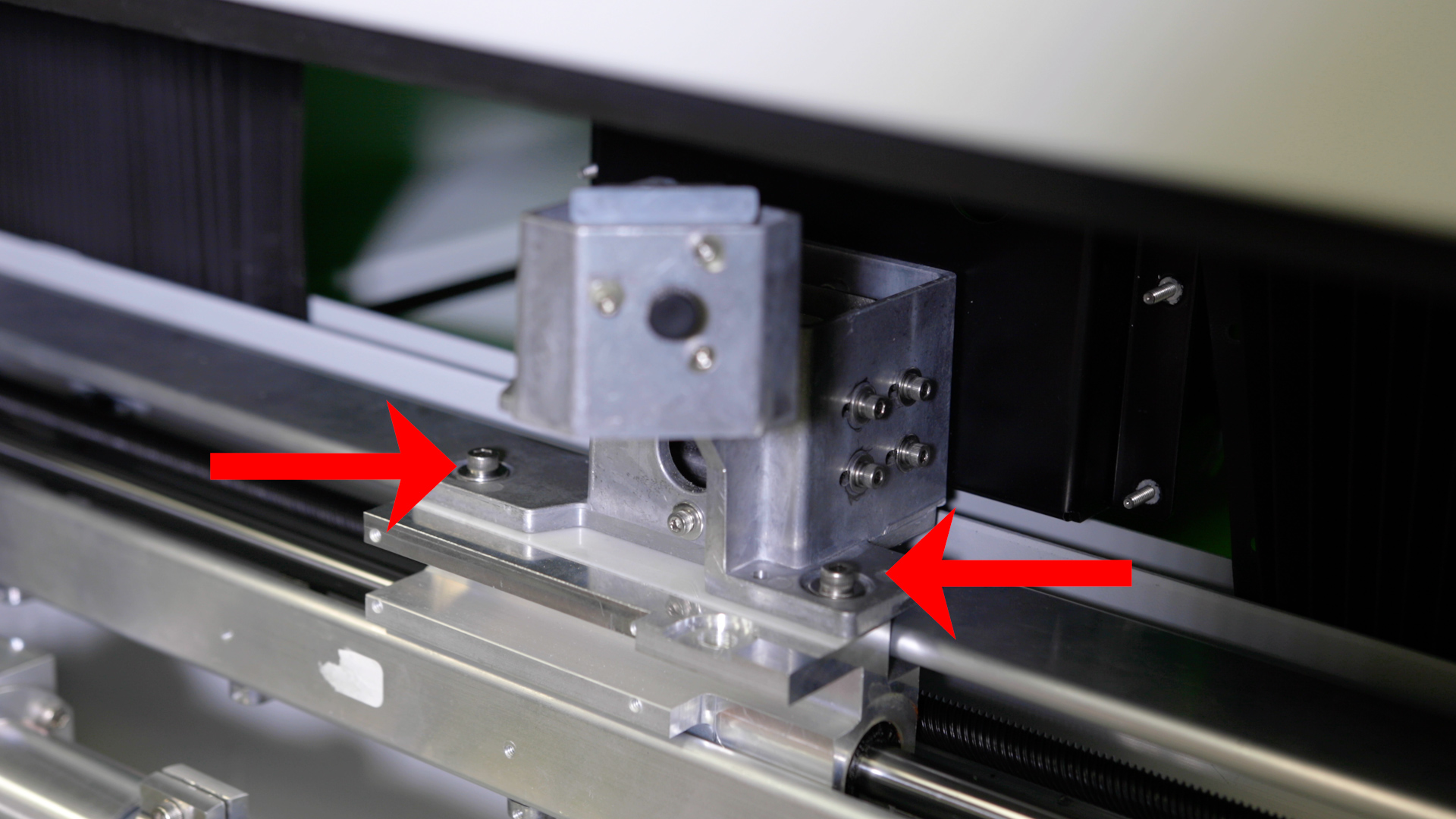
Lösen Sie auf der linken Seite des Gravierers die vier 7/64-Zoll-Befestigungsschrauben für die Umlenkrolle an der Vorderseite der X-Achsen-Baugruppe und die vier Befestigungsschrauben für die Umlenkrolle an der Rückseite der X-Achsen-Baugruppe.

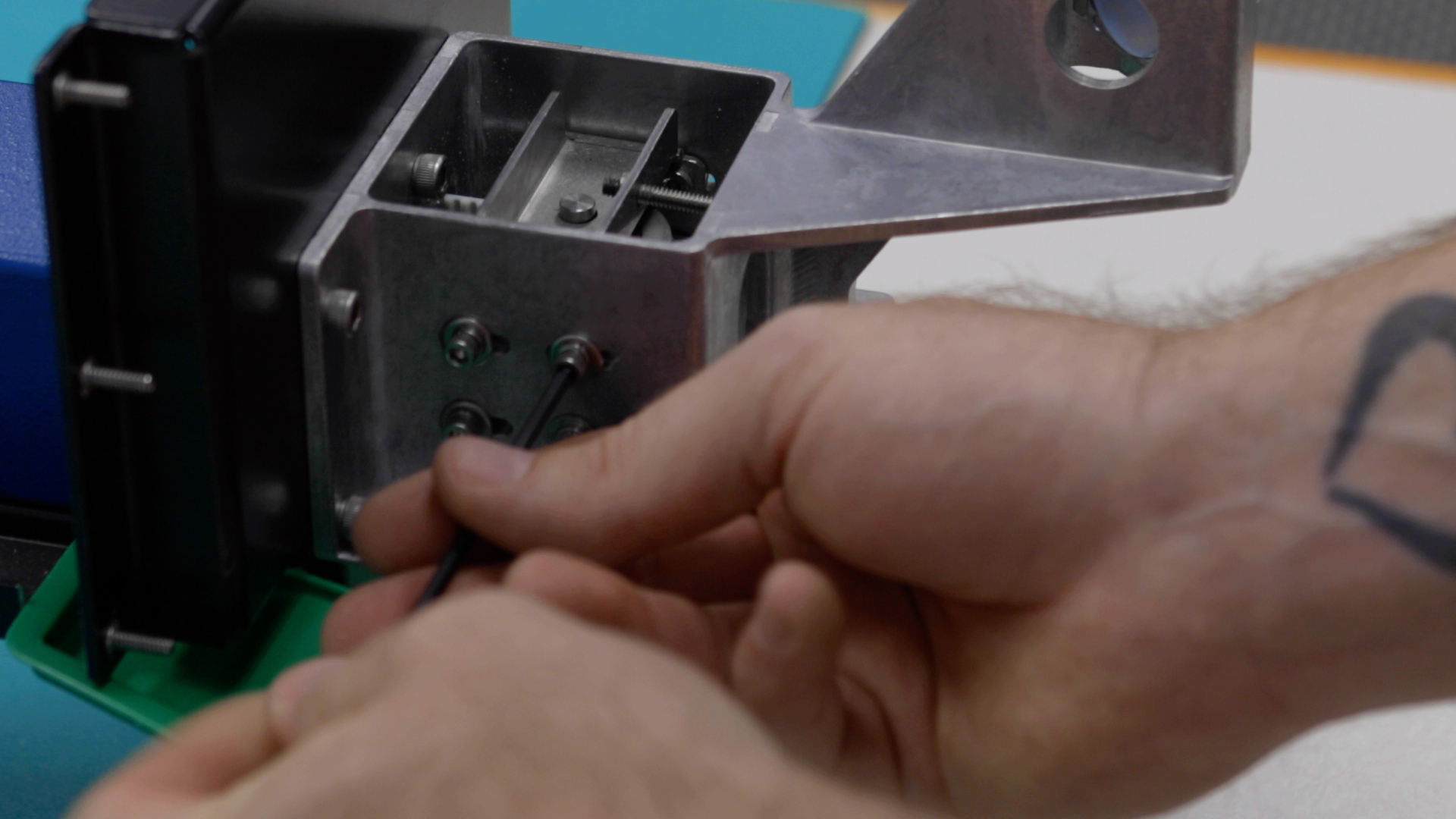
Entfernen Sie die Spannung vom Riemen der X-Achse, indem Sie die beiden 7/64-Zoll-Schrauben am Körper der Umlenkrollenbaugruppe lösen.
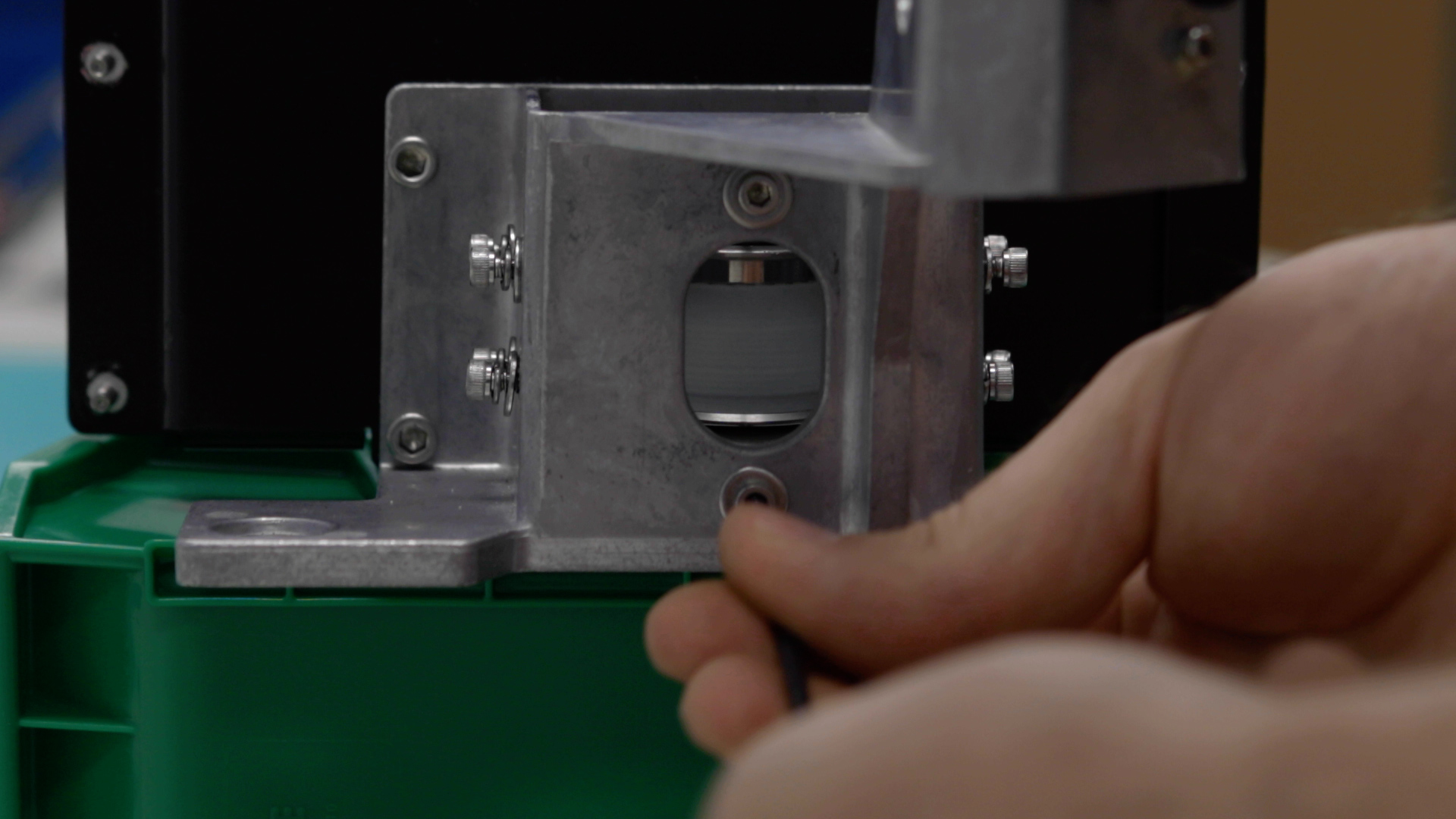
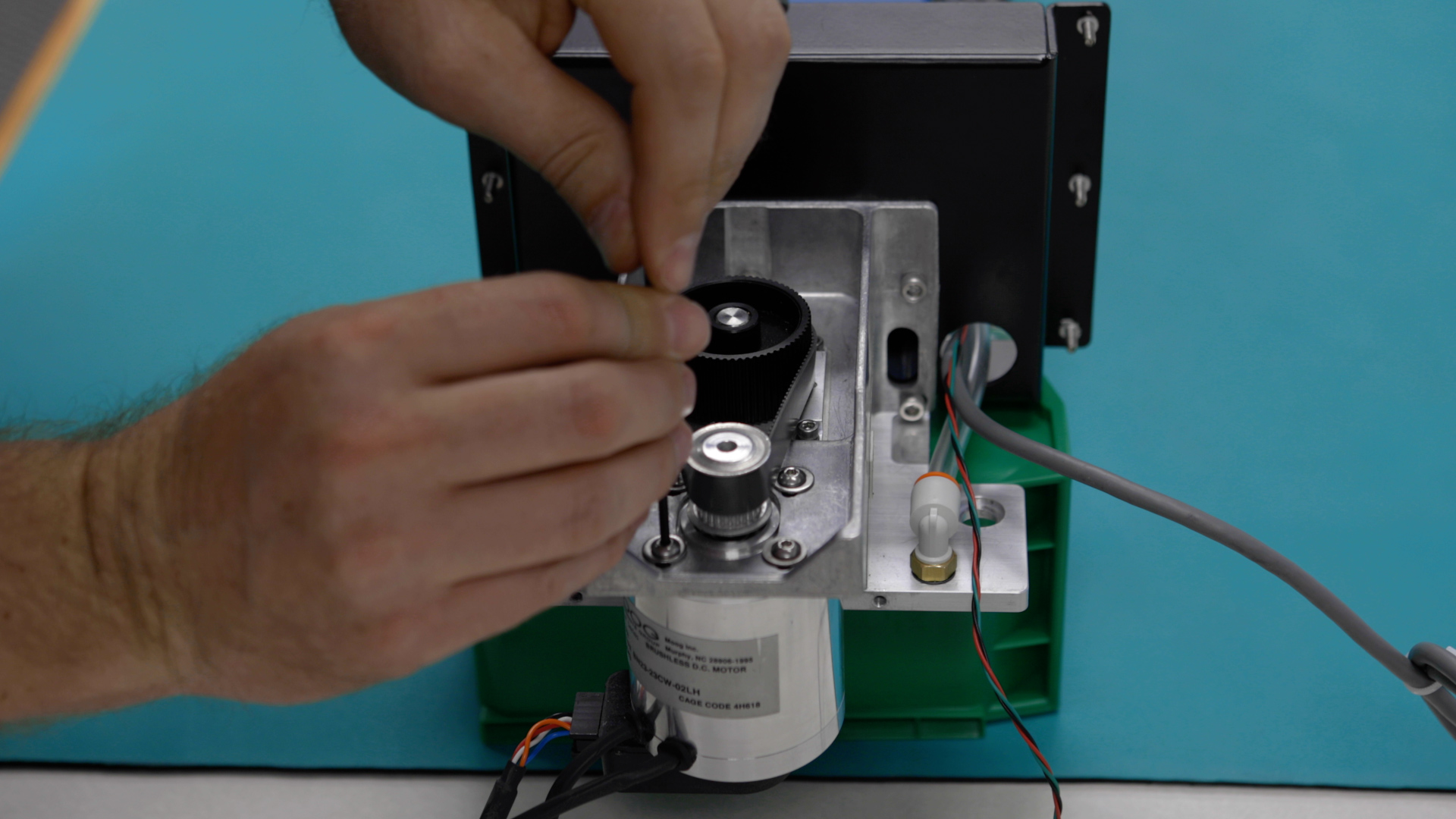
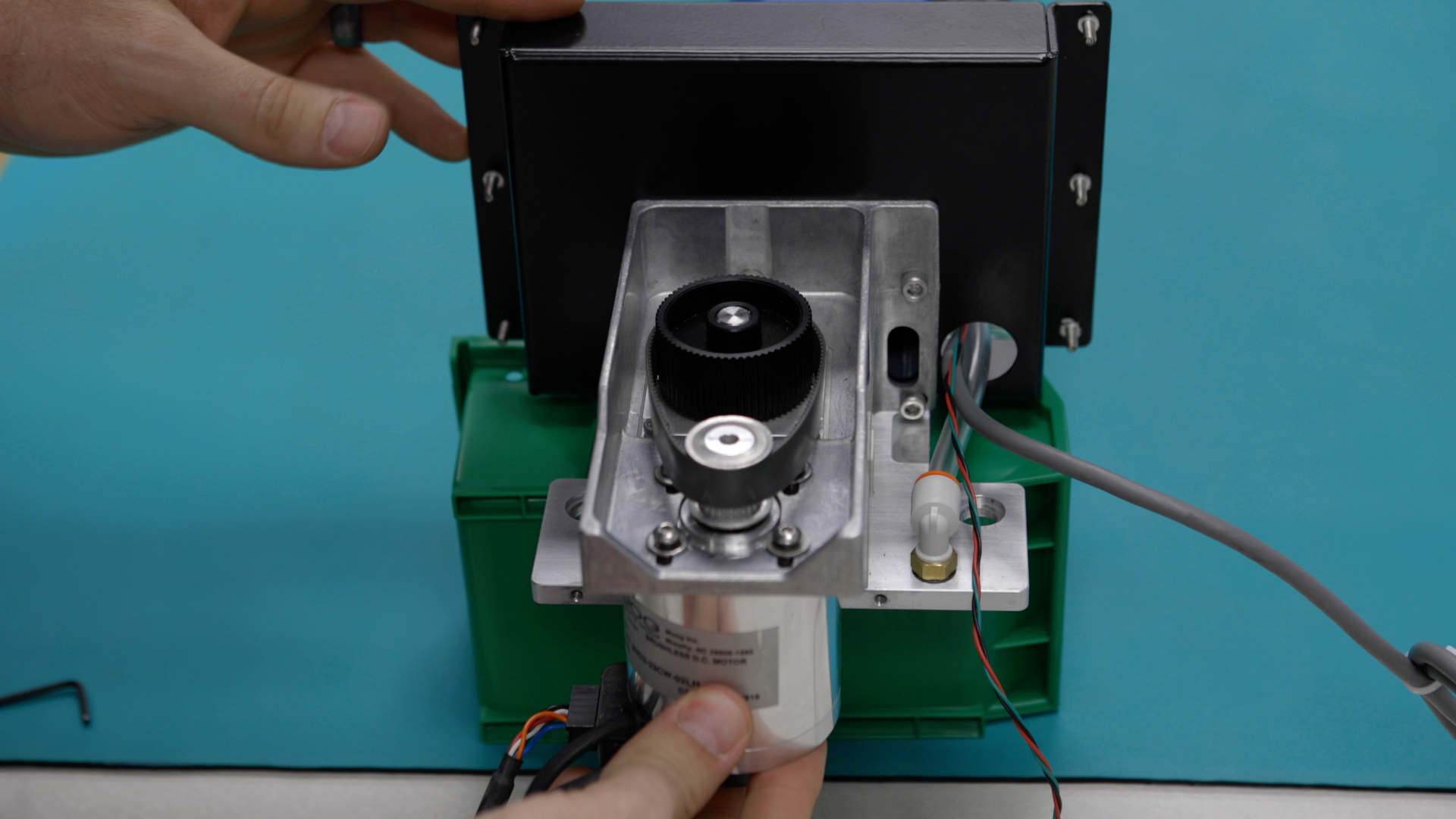
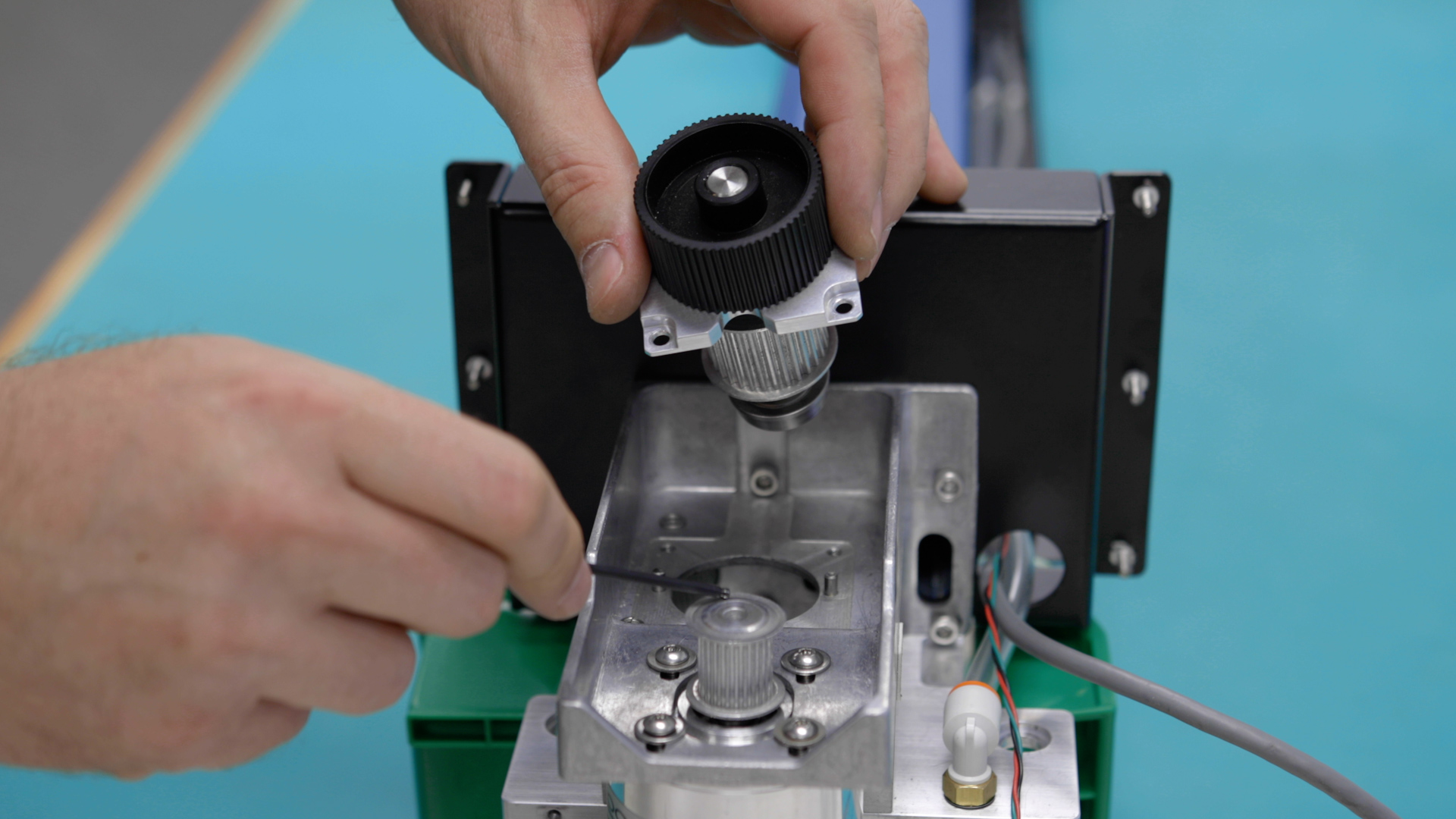
Entfernen Sie den X-Achsen-Reduzierer aus dem Reduzierer-/Motorgehäuse.

Ziehen Sie den Riemen der x-Achse von der Mitte der x-Achsen-Baugruppe weg.
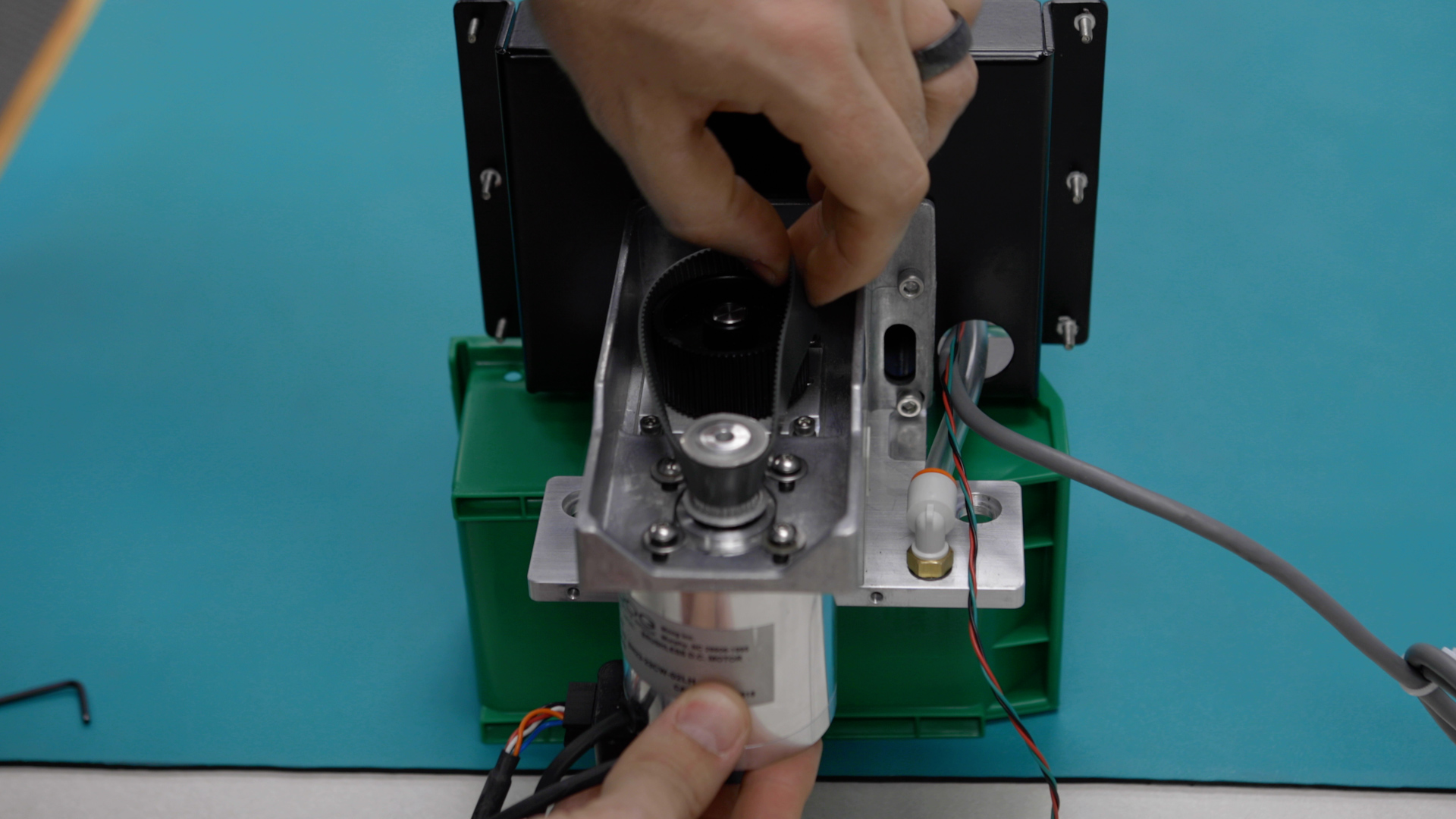
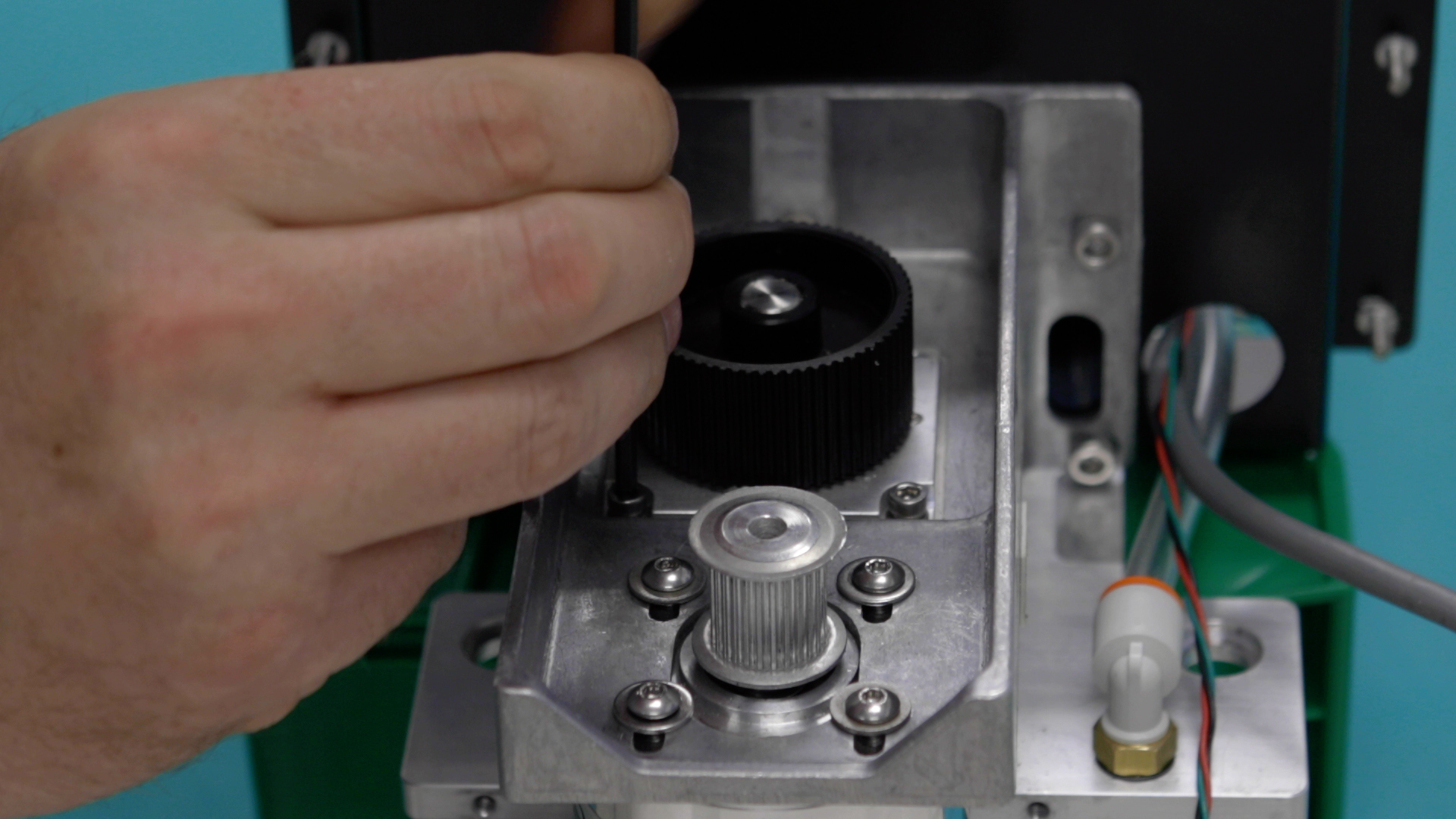
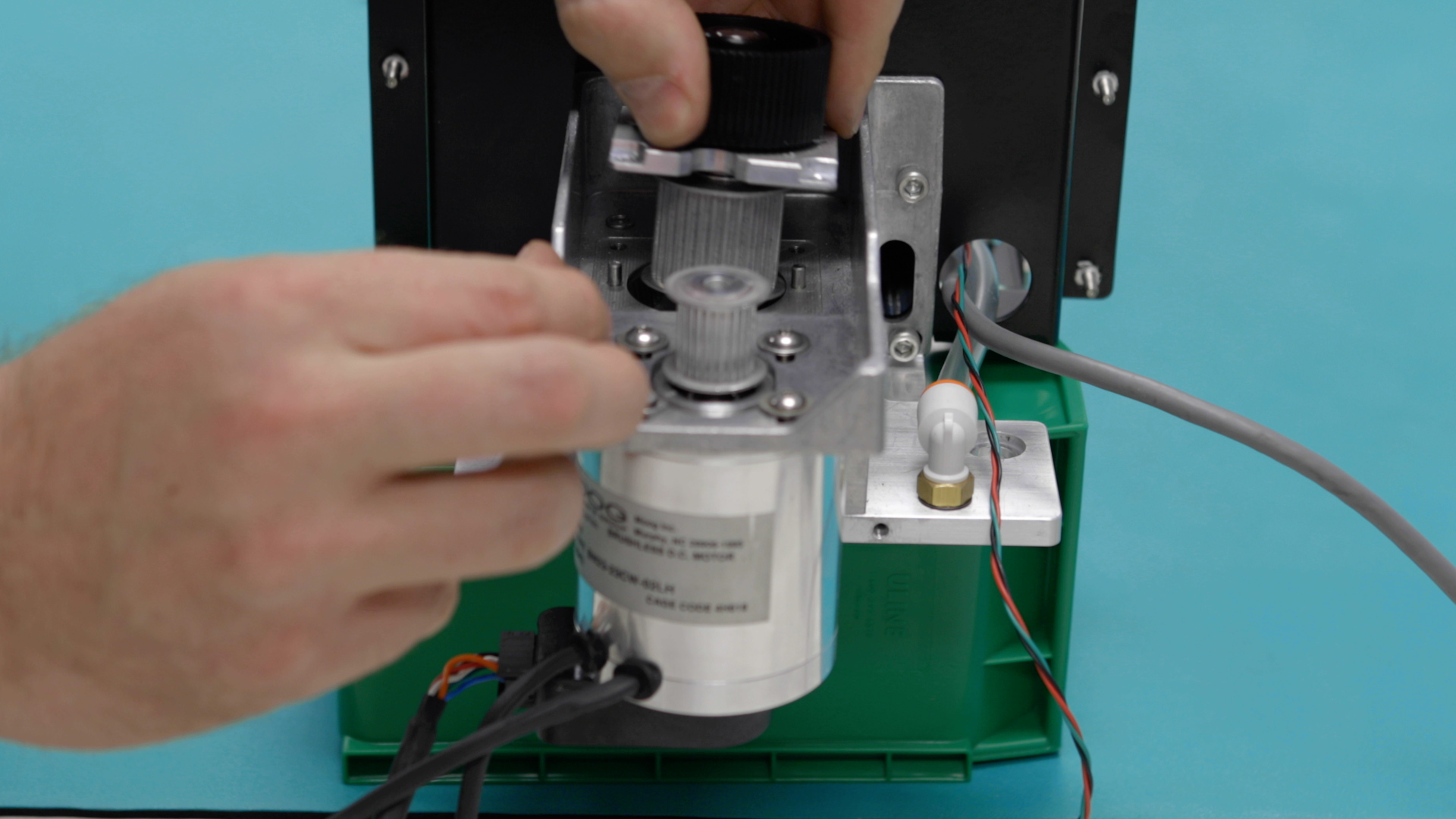
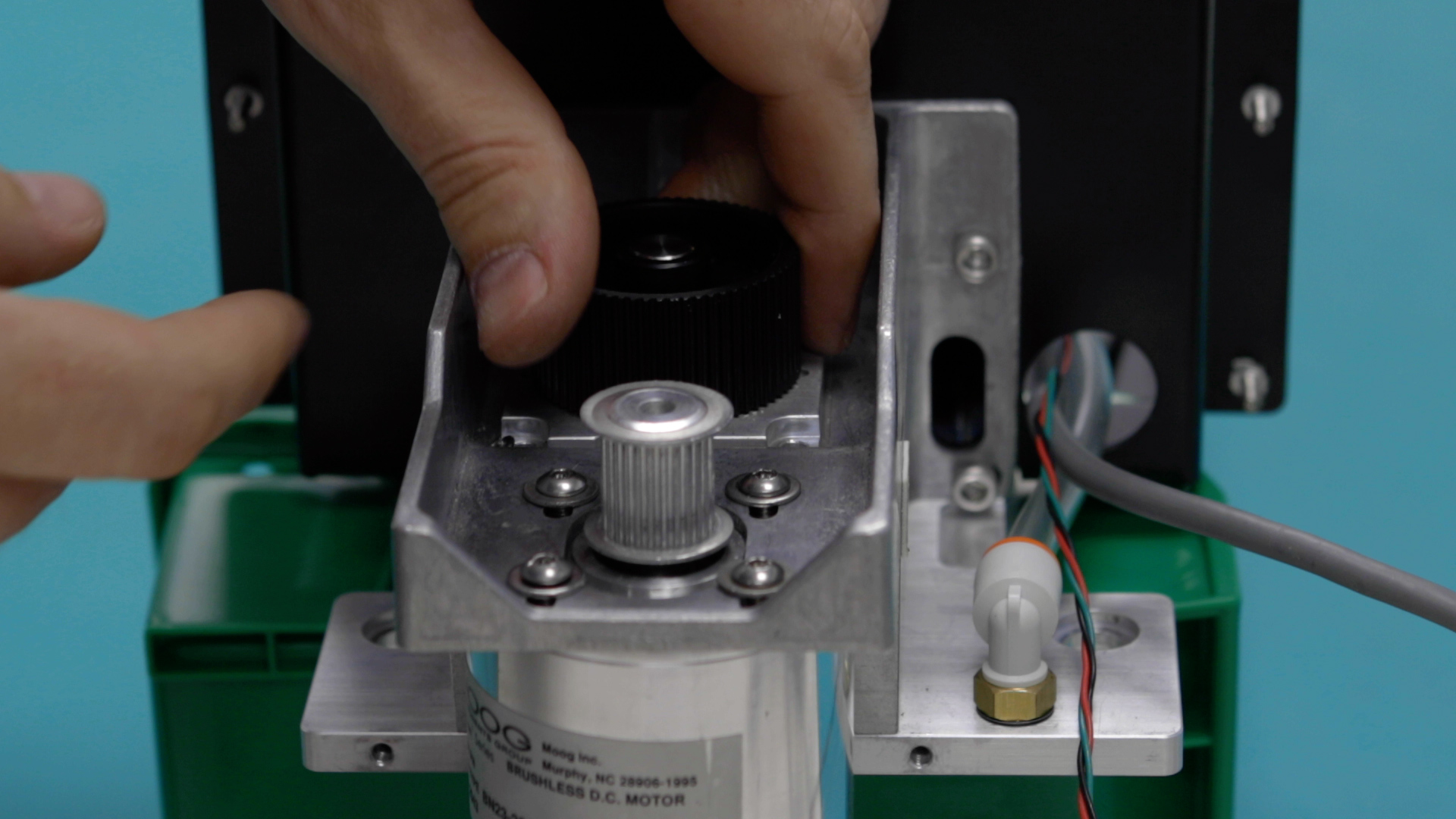
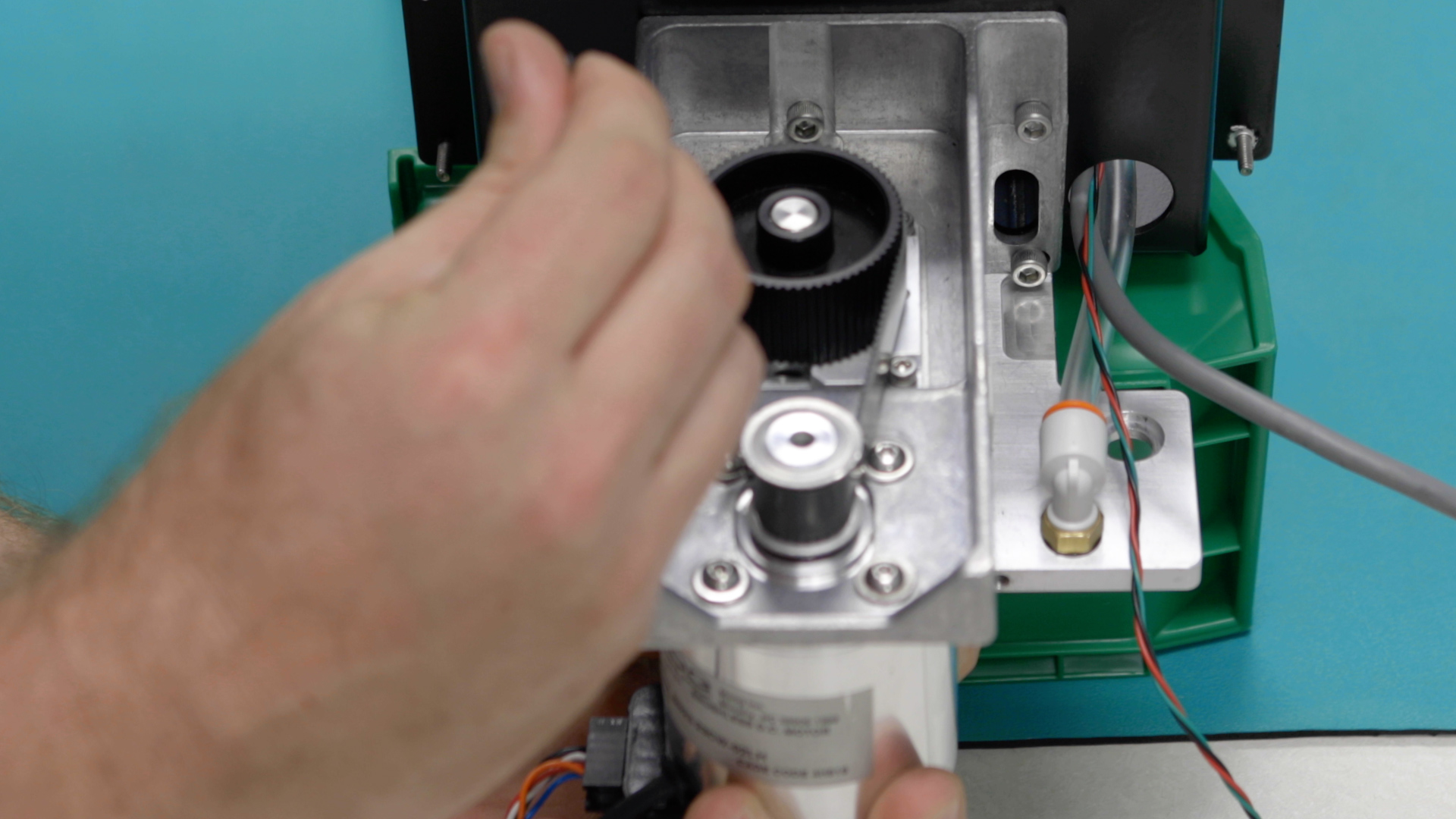
Setzen Sie die Getriebeeinheit in das Getriebe-/Motorgehäuse ein. Achten Sie darauf, dass die Kerbe an der Getriebe-Grundplatte in Richtung des x-Achsen-Motors zeigt.
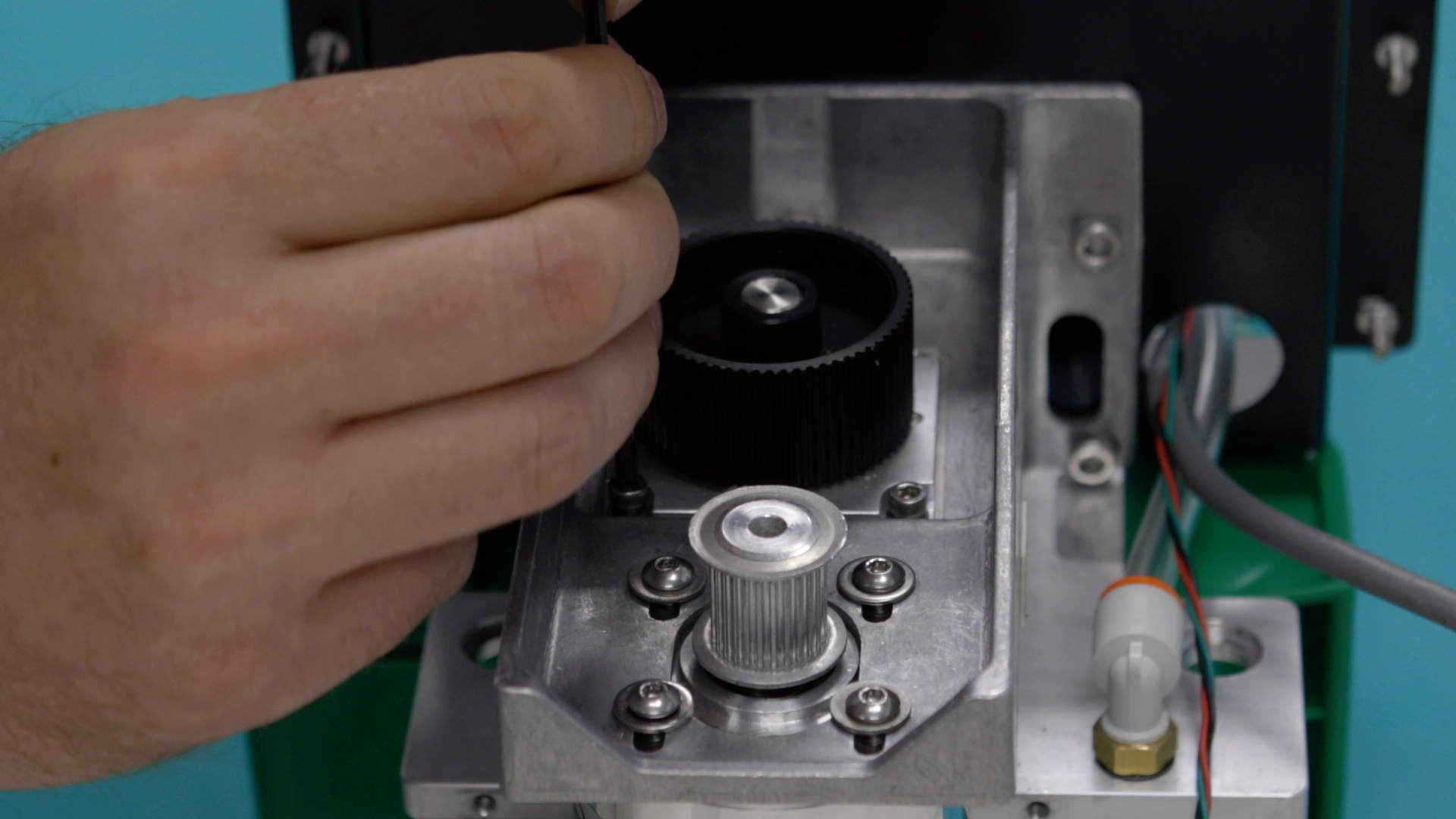
Installieren Sie die X-Achsen-Reduziervorrichtung und die vier 7/64-Zoll-Inbusschrauben, mit denen sie an der X-Achsen-Baugruppe befestigt wird.
Installieren Sie den X-Achsen-Reduzierriemen.
Ziehen Sie mit den Händen den Antriebsriemen des Untersetzungsgetriebes manuell straff, indem Sie den x-Achsen-Motor vom Untersetzungsgetriebe wegziehen.
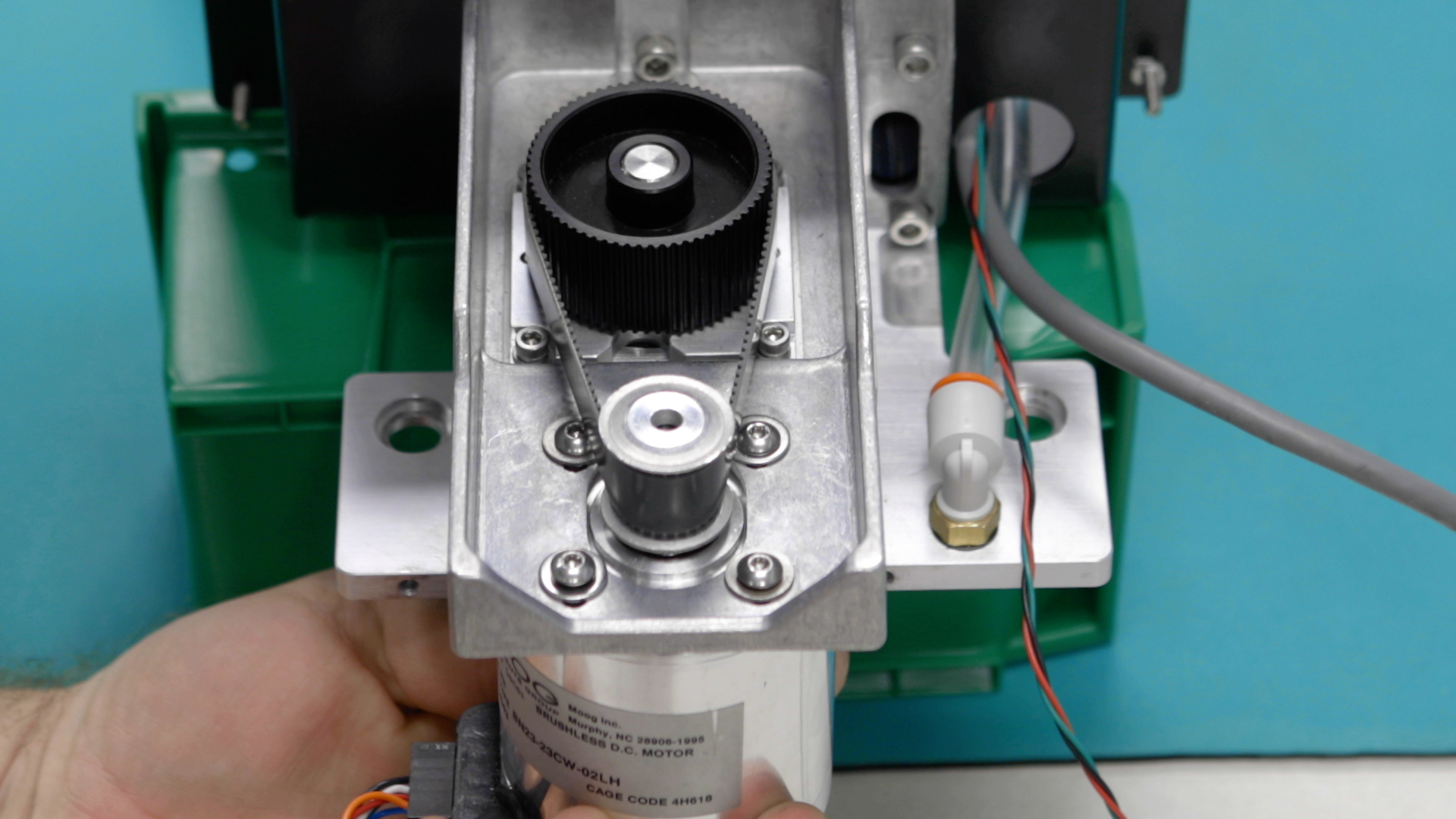
Sobald die Durchhängung des Reduzierriemens beseitigt ist, ziehen Sie die vier 2,5-mm-Befestigungsschrauben des X-Achsen-Motors fest.
Jetzt ist es an der Zeit, den Riemen der X-Achse zu spannen. Beginnen Sie damit, indem Sie die beiden zuvor gelösten 7/64-Riemenspannschrauben festziehen, bis der Riemen straff ist.

Jetzt können Sie die X-Achsen-Baugruppe wieder einbauen.
Führen Sie die X-Achsen-Baugruppe durch die rechte Seite des Gravierers ein und achten Sie dabei darauf, dass die Schlittenbaugruppe unbeschädigt durch die Öffnung geführt wird.
Sobald die X-Achsen-Baugruppe vollständig eingesetzt ist, setzen Sie sie auf die Y-Achsen-Lagerblöcke. Auf den Y-Achsen-Lagerblöcken befindet sich ein Fixierstift, der die korrekte Positionierung auf der X-Achsen-Baugruppe sicherstellt. Diese Stifte passen in eine Öffnung auf der linken und rechten Seite der X-Achsen-Baugruppe.
Installieren und/oder ziehen Sie die vier 5/32-Zoll-Befestigungselemente fest, mit denen die X-Achsen-Baugruppe an den Y-Achsen-Lagern befestigt ist. Es gibt zwei auf der rechten Seite und zwei auf der linken Seite.
Legen Sie das antistatische Armband an und befestigen Sie es an einem beliebigen Metallteil der Maschine.
Ersetzen Sie die 4 Befestigungsschrauben, mit denen die Antriebsplatine befestigt ist, mit einem Kreuzschlitzschraubendreher.
Schließen Sie die sieben (7) elektrischen Steckverbinder wieder an die Antriebsplatine an. Die elektrischen Steckverbinder auf der Antriebsplatine sind alle einzigartig und passen daher nur in eine bestimmte Buchse.
Setzen Sie die Abdeckung der Motorsteuerplatine der X-Achse wieder auf und ziehen Sie die 4 Befestigungsschrauben fest.
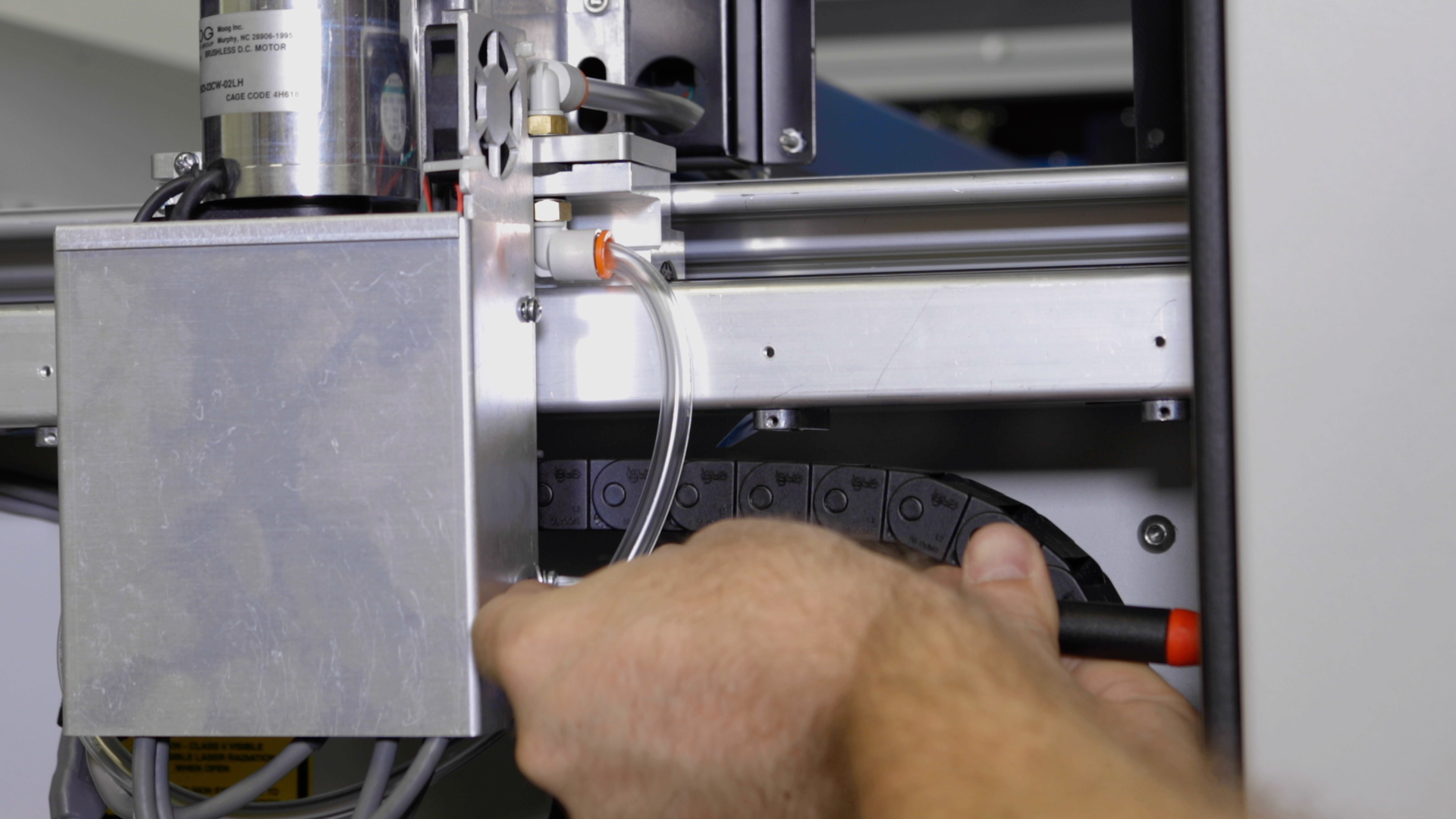
Verbinden Sie den linken und rechten Balg auf beiden Seiten der Maschine wieder miteinander und ziehen Sie die sechs 5/16-Zoll-Muttern fest, mit denen sie befestigt sind.
Installieren Sie den Objektivtubus, indem Sie die Kreuzschlitzschraube am Haltekragen festziehen, der ihn sichert, und achten Sie darauf, dass er nicht herunterfällt.
Stecken Sie den Stecker ein und schalten Sie das Gerät ein.


Nach der Installation einer neuen X-Achsen-Baugruppe überprüfen Sie, ob die Ausgangsposition korrekt ist, und kalibrieren Sie sie gegebenenfalls neu.
Stecken Sie den Stecker ein und schalten Sie das Gerät ein.
Sobald die Lockerung beseitigt ist, müssen Sie einen Gravurtest durchführen.
Stecken Sie den Stecker ein und schalten Sie das Gerät ein.
Öffnen Sie Ihr bevorzugtes Illustrationsprogramm und erstellen Sie auf einer Zeichenfläche ein schwarzes Rasterfeld mit folgenden Eigenschaften:
- • Für Pro 48: 46 Zoll oder 1100 mm breit
- • Für Pro 32: 30 Zoll oder 800 mm breit
- • und etwa 4 Zoll oder 100 mm hoch
Stellen Sie die Geschwindigkeit auf 100 % ein. Die Leistungseinstellung ist unwichtig, da wir den Auftrag bei geöffnetem Gehäusedeckel ausführen und der Laser nicht feuert.
Senden Sie den Auftrag an den Gravierer und starten Sie den Auftrag.
Drücken Sie auf dem Display-Panel auf das Zahnrad-Symbol in der oberen rechten Ecke des Displays, um das Menü „Einstellungen“ zu öffnen.
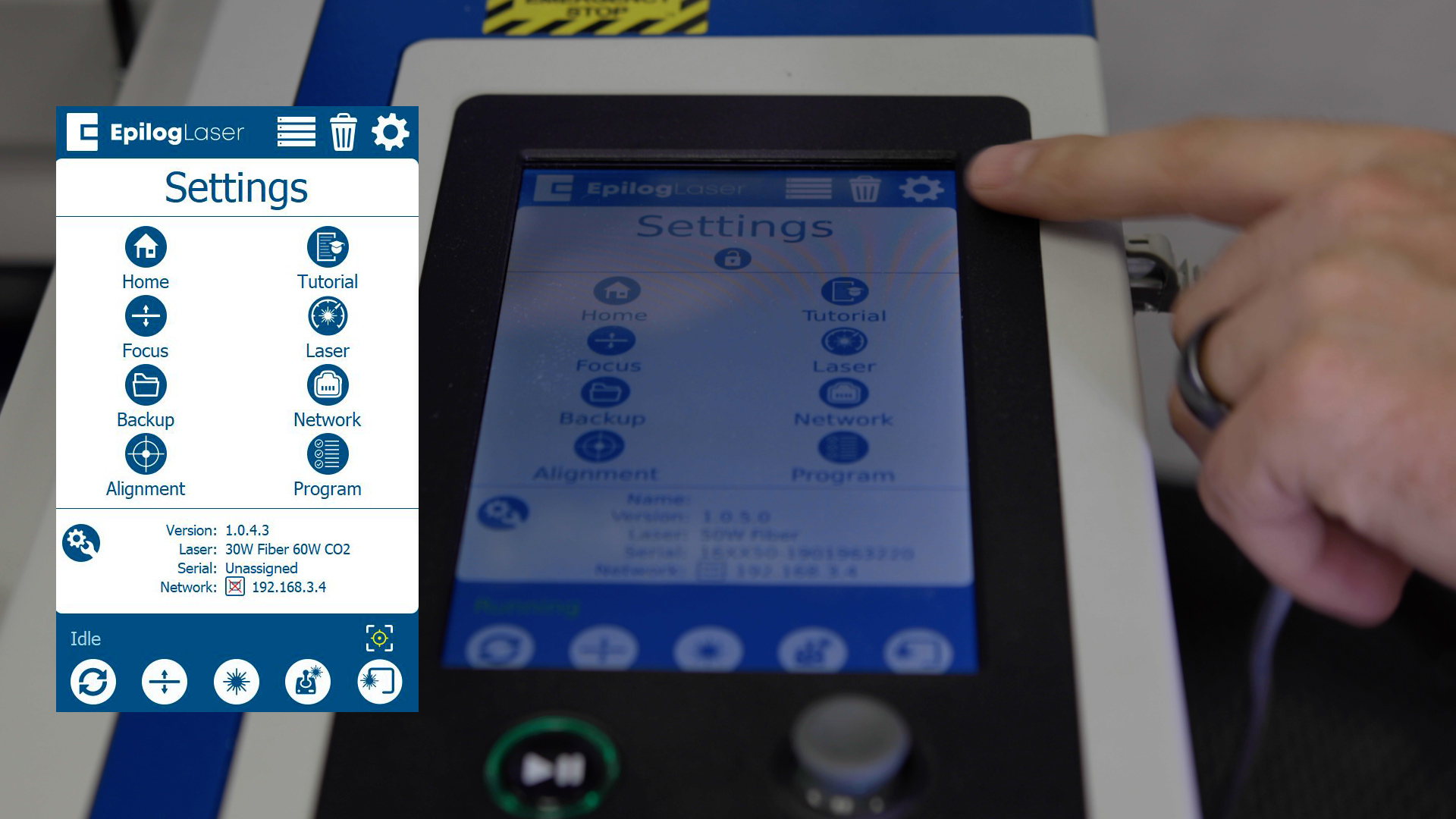
Halten Sie das Wort „Einstellungen“ gedrückt, das beim Berühren des Touchpads erscheint, um das Menü „Erweiterte Einstellungen“ aufzurufen.

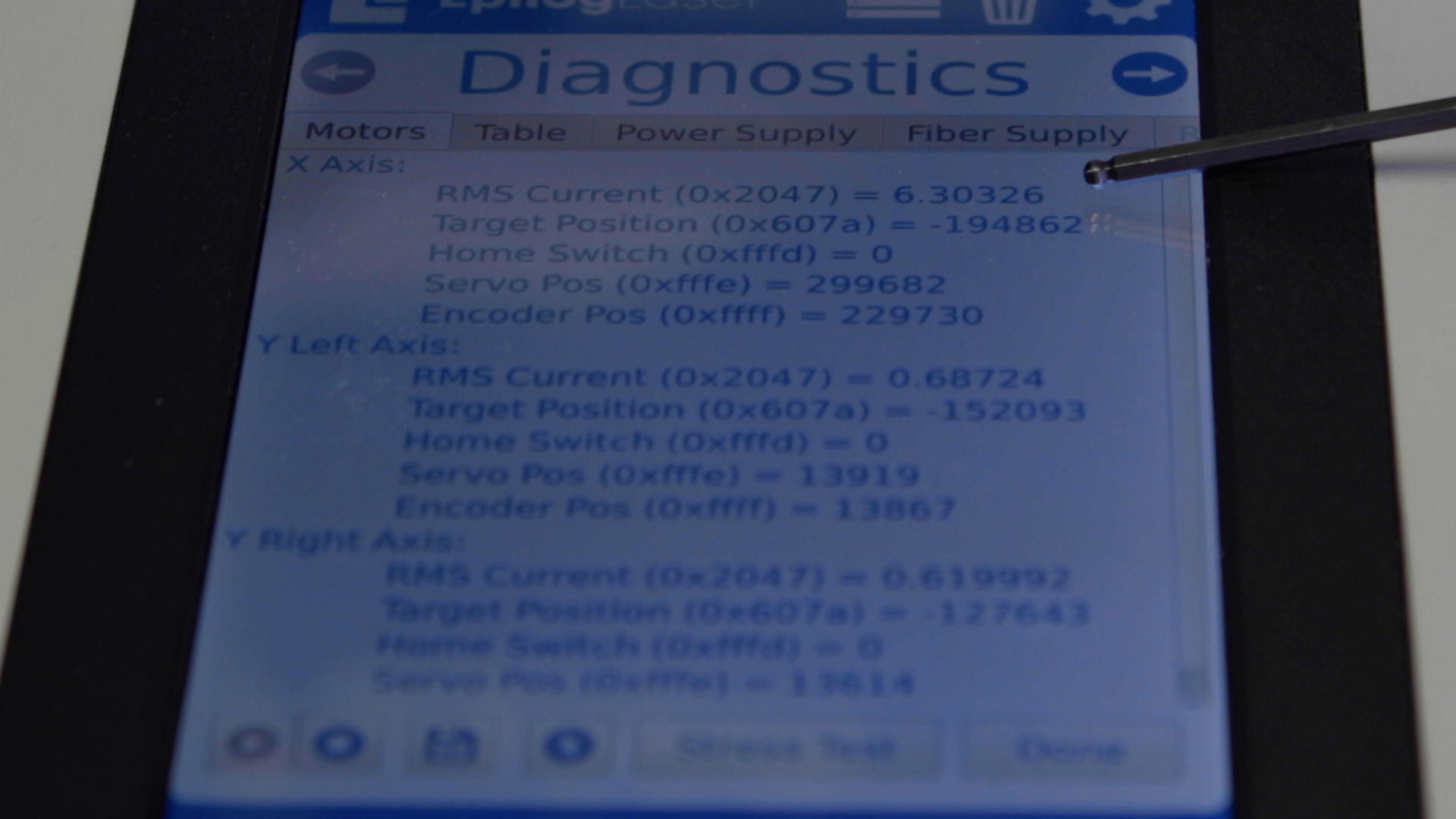
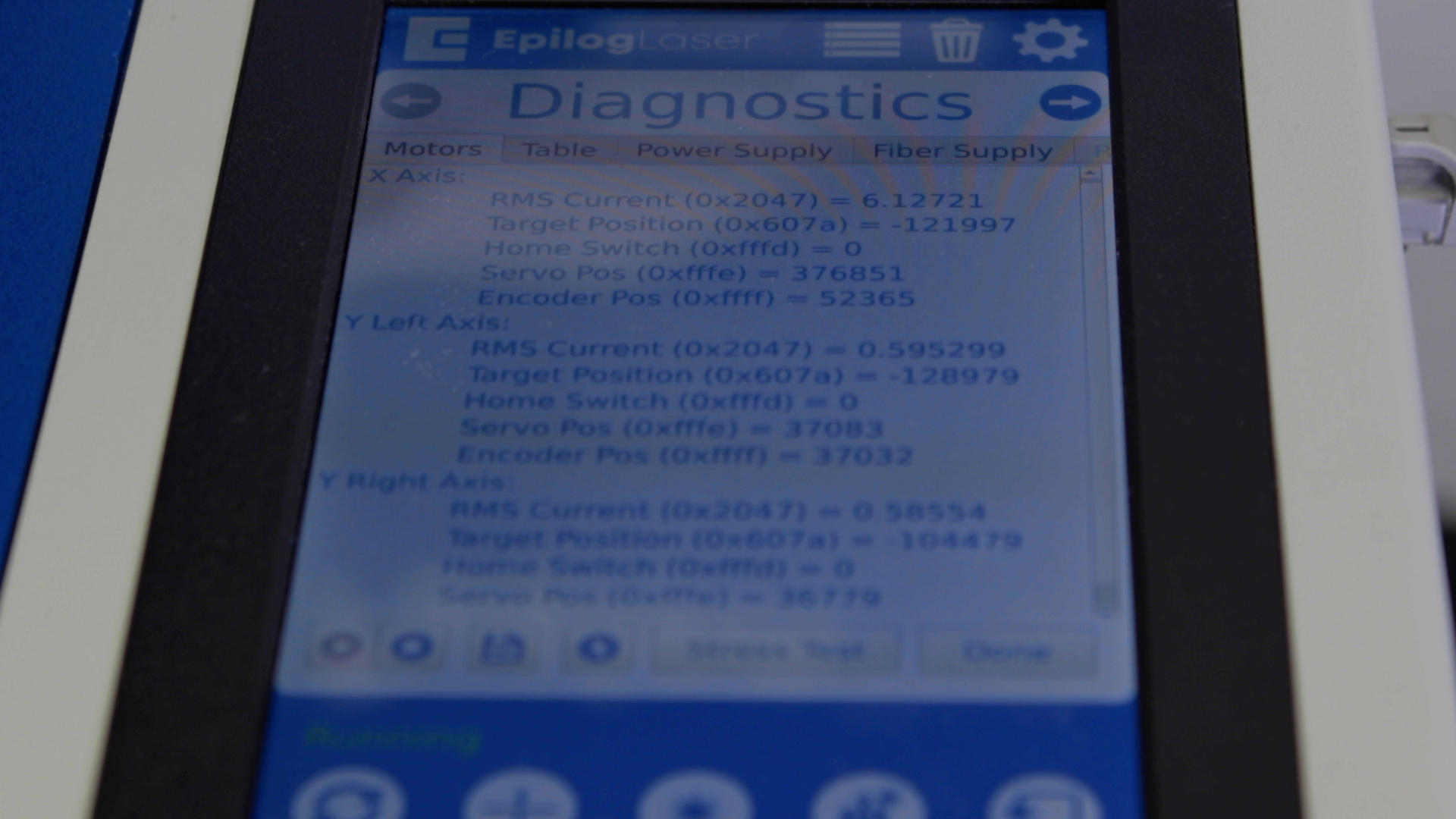
Öffnen Sie im Menü „Erweiterte Einstellungen“ das Menü „Diagnose“ und suchen Sie den RMS-Stromwert für den Motor/Antrieb der X-Achse.

Während der Auftrag ausgeführt wird, sollte der RMS-Strom des X-Achsenmotors zwischen 5,2 und 6,2 A liegen.
Wenn der RMS-Strom niedriger ist, halten Sie den Auftrag an und erhöhen Sie die Spannung des Riemens auf der X-Achse, indem Sie die beiden (2) 7/64-Zoll-Spannschrauben an der Umlenkrolle der X-Achse festziehen.
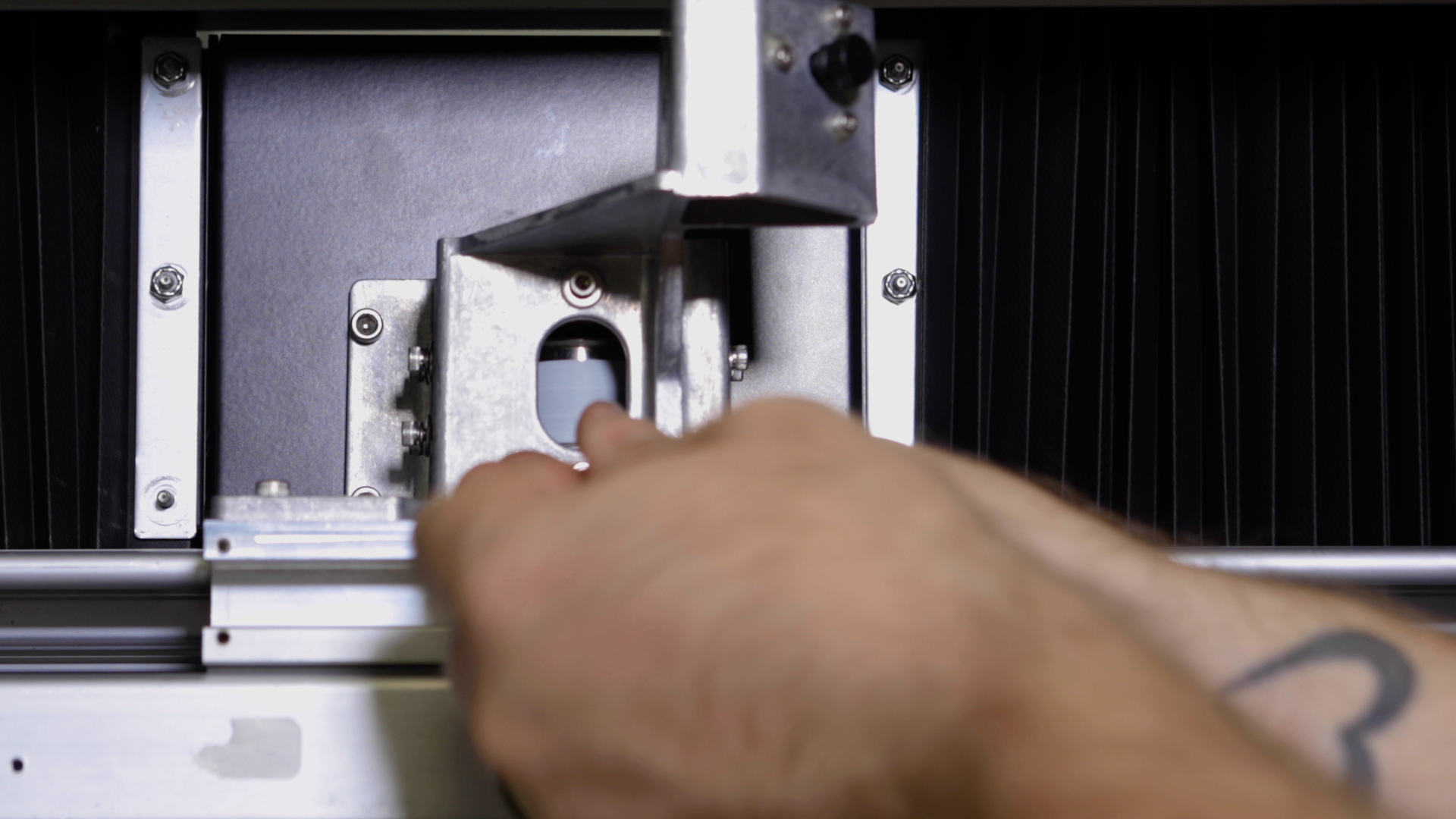
Wenn der RMS-Strom höher ist, halten Sie den Auftrag an und verringern Sie die Spannung am Riemen der x-Achse, indem Sie die beiden (2) 7/64-Zoll-Spannschrauben an der x-Achsen-Umlenkrolle lösen.
Sobald der optimale RMS-Stromwert erreicht ist, ziehen Sie die vier 7/64-Zoll-Befestigungsschrauben für die Umlenkrolle an der Vorderseite der X-Achsen-Baugruppe und die vier 7/64-Zoll-Befestigungsschrauben für die Umlenkrolle an der Rückseite der X-Achsen-Baugruppe fest.


Ersetzen Sie sowohl die linke als auch die rechte Abdeckung des Gravierers.


Sie haben nun den Austausch der Reduziergetriebeeinheit am Fusion Pro abgeschlossen.